





Автоматическое погружное покрытие песчаных стержней заводы
Итак, **автоматическое погружное покрытие песчаных стержней заводы**. Вроде бы, технически просто – зануряем стержни в песок, получаем покрытие. Но на деле… на деле это целая куча нюансов. Часто встречаю ситуацию, когда заводы пытаются найти 'серебряную пулю', универсальное решение, которое подойдет для всего. Это, мягко говоря, заблуждение. Каждая партия стержней, каждый состав песка, каждый производственный цикл – это свой вызов. Хочу поделиться своими наблюдениями, ошибками и, надеюсь, полезными моментами, чтобы кто-то не повторял наших, скажем так, 'экспериментов'.
Почему 'универсального' решения не существует
Первое, что нужно понимать – песок, используемый для **погружного покрытия**, это не просто кусок камня. Здесь играет роль зернистость, форма частиц, химический состав, влажность... Все это влияет на качество покрытия. Мы, например, долго ломали голову над тем, почему покрытие на одних партиях стержней получается идеально ровным, а на других – с видимыми дефектами. Оказалось, проблема была именно в песке. Разные поставщики предлагали разный материал, и мы не уделяли достаточно внимания его характеристикам. Сейчас у нас строгий контроль качества исходного сырья – это критично.
Кроме того, важный фактор – степень подготовки поверхности стержней перед погружением. Очистка, обезжиривание, иногда даже предварительное напыление – все это необходимо для обеспечения адгезии песка. Неправильная подготовка поверхности может привести к отслаиванию покрытия, особенно при интенсивной эксплуатации.
Не стоит забывать и про параметры процесса: скорость погружения, время выдержки, давление... Все это должно быть тщательно настроено и контролироваться. Идеальный процесс для одного типа стержней может быть совершенно неприемлемым для другого.
Опыт с различными системами автоматизации
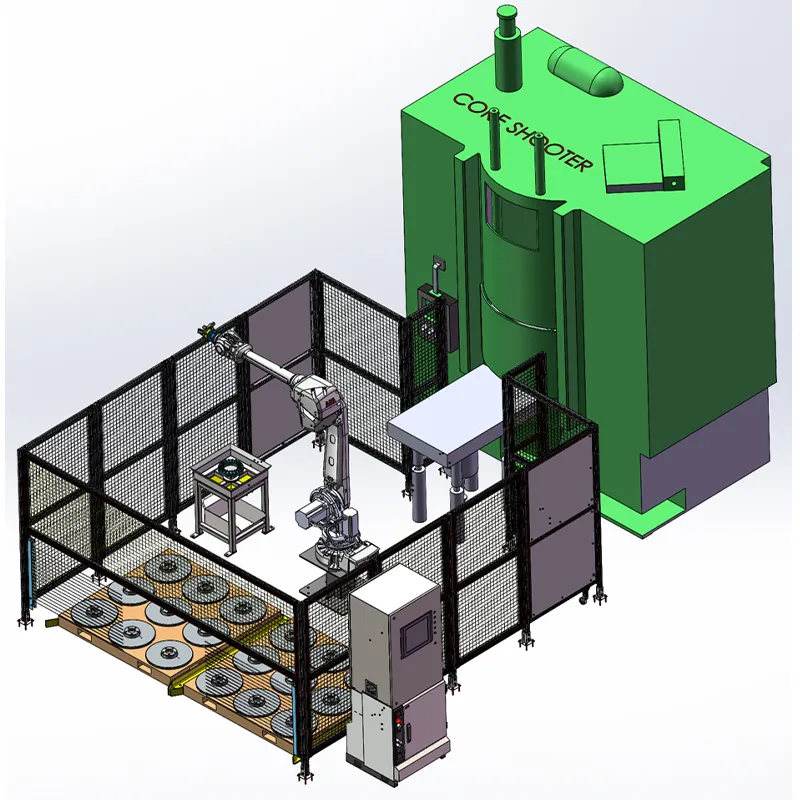
ООО ?Аньхой Мок Робототехника? разрабатывает и внедряет решения для автоматизации многих производственных процессов, в том числе и для **погружного покрытия**. У нас был опыт работы с различными типами систем: от простых ручных систем с механическим управлением до полностью автоматизированных линий с компьютерным контролем. И, скажу вам, выбор системы напрямую зависит от объемов производства, требуемого качества и бюджета.
На начальном этапе мы часто видели попытки использовать слишком простые системы. Например, заводы устанавливали ручные погрузчики, что приводило к низкой производительности, высокой трудоемкости и, как следствие, нестабильному качеству покрытия. Ручной труд – это всегда вариативность, а в автоматизированном производстве это недопустимо.
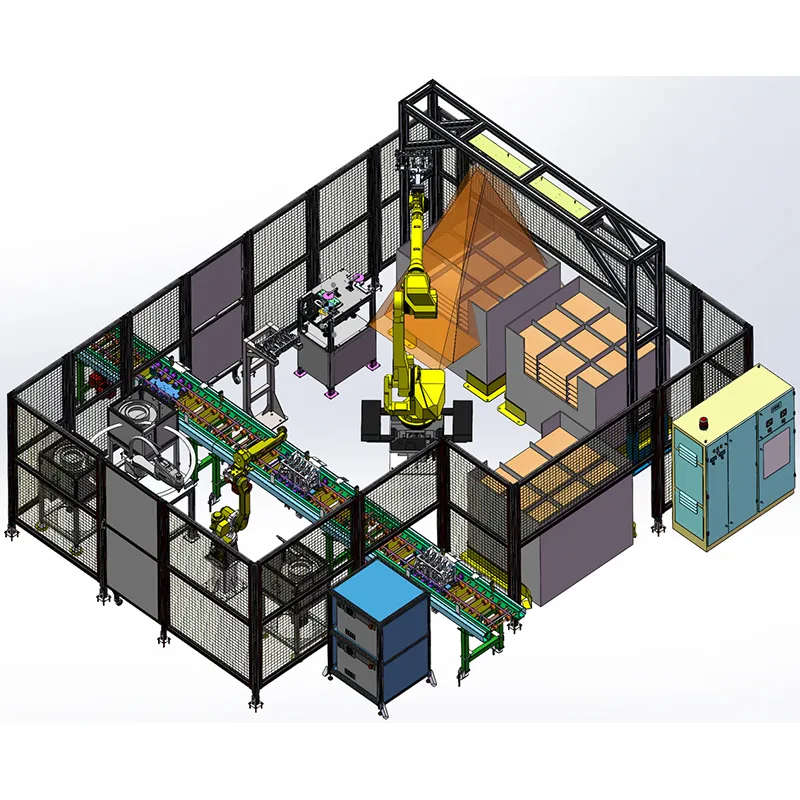
Более эффективным решением оказалась интеграция автоматизированной системы с системой управления роботами (например, AGV/AMR для транспортировки стержней). Это позволило значительно увеличить производительность, снизить трудозатраты и обеспечить стабильность качества. Ключевую роль здесь играет точная настройка параметров работы системы и регулярное техническое обслуживание.
Проблемы с контролем качества покрытия
Один из самых сложных аспектов – это контроль качества **покрытия песчаных стержней**. Визуальный осмотр, конечно, помогает выявить грубые дефекты, но он не всегда эффективен. Мы сейчас активно используем системы машинного зрения для автоматизированного контроля качества. Эти системы могут выявлять микроскопические дефекты, такие как трещины, сколы и неравномерность покрытия, которые не видны невооруженным глазом.
Внедрение систем машинного зрения требует определенной квалификации персонала для настройки и обслуживания. Но это оправдывается повышением качества продукции и снижением количества брака. Рассчитываем, что в будущем такие системы станут стандартом для всех заводов, занимающихся **погружным покрытием песчаных стержней**.
Еще одна проблема – определение оптимальной толщины покрытия. Слишком тонкое покрытие не обеспечит достаточной защиты, а слишком толстое – приведет к увеличению затрат и может негативно повлиять на функциональность стержня. Здесь нужна точная настройка параметров процесса и постоянный контроль качества. При этом, учитывайте особенности материала стержней, их теплопроводность, устойчивость к коррозии и другим факторам.
От ошибок к результату: конкретный пример
В прошлом году мы помогали одному заводу в провинции Цзянсу модернизировать их линию **автоматического погружного покрытия песчаных стержней**. У них были проблемы с отслаиванием покрытия на определенных участках стержней. Первоначально мы предполагали, что проблема связана с качеством песка. После тщательного анализа выяснилось, что проблема была в неровном распределении песка во время погружения. Оказалось, что система подачи песка была недостаточно точной.
Мы внедрили новую систему подачи песка с использованием датчиков уровня и автоматического регулирования. Это позволило обеспечить равномерное распределение песка по всей поверхности стержней и устранить проблему отслаивания. Результат – значительное повышение качества покрытия и снижение количества брака на 20%.
Это показывает, что даже кажущаяся простая проблема может иметь сложное решение. Важно тщательно анализировать процесс, выявлять узкие места и внедрять эффективные решения.
Что дальше? Тренды и перспективы
В будущем я думаю, что **автоматическое погружное покрытие песчаных стержней** будет все больше автоматизироваться и интегрироваться с другими производственными процессами. Мы видим тенденцию к использованию искусственного интеллекта и машинного обучения для оптимизации параметров процесса и повышения качества покрытия. Также активно развивается направление роботизации – роботы могут выполнять сложные операции по подготовке поверхности стержней, подаче песка и контролю качества.
Еще один важный тренд – это экологичность. Сейчас все больше внимания уделяется использованию экологически чистых материалов и технологий. Мы разрабатываем решения для использования переработанного песка и водных систем охлаждения для снижения негативного воздействия на окружающую среду.
В заключение хочу сказать, что **автоматическое погружное покрытие песчаных стержней** – это достаточно сложный, но перспективный процесс. Он требует тщательного анализа, подбора оптимального оборудования и постоянного контроля качества. Но при правильном подходе он может значительно повысить эффективность производства и качество продукции.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Роботизированная разгрузка поставщики
- Известный автоматизированная шлифовка чугунных отливок
- Ведущий paint regulators
- Известный модуль управления приводом
- Ведущий роботизированная подъёмно - транспортировка
- Контроль дефектов роботом
- Ведущий роботизированная разгрузка
- Робот изированное оборудование для напыления порошка
- Балка подвешивания вагона заводы
- Известный абразивные ленты