





Ведущий автоматизированная шлифовка чугунных отливок
Автоматизированная шлифовка чугунных отливок – тема, которая вызывает много споров. Изначально, казалось бы, это простой процесс. Подставил заготовку, запустил станок, и всё. Но реальность, как всегда, куда сложнее. Мы долгое время работали с разными решениями, и вот что я могу сказать: мало кто понимает всю тонкость и зависимость от множества факторов. Начнем с простого: как правильно выбрать систему и какие проблемы могут возникнуть на каждом этапе.
Проблемы, возникающие при автоматизированной шлифовке
Первая серьезная проблема – это, конечно, геометрия отливки. Чугун – материал не самый предсказуемый в плане усадки и деформации при охлаждении. Даже небольшие отклонения от номинальных размеров могут привести к проблемам при шлифовке. Мы сталкивались с ситуациями, когда даже при тщательной подготовке поверхности, после автоматизированной обработки, получались неровности и задиры. В этих случаях приходится возвращаться к ручной обработке, что, естественно, снижает эффективность всего процесса и увеличивает затраты.
Вторая проблема – это, безусловно, выбор правильного инструмента. Для чугуна требуется специальный абразив, устойчивый к высоким температурам и износу. Использование неподходящего инструмента – это прямой путь к поломке абразива, ухудшению качества поверхности и увеличению времени обработки. Нельзя забывать и про правильную скорость вращения шлифовального круга, она должна соответствовать типу чугуна и требуемой степени шероховатости.
Третья, часто недооцениваемая проблема, – это удаление стружки. Чугун – материал, который образует довольно много стружки, и если её не удалять эффективно, она может забивать систему охлаждения, ухудшать качество шлифовки и даже приводить к перегреву инструмента. Мы использовали различные системы вакуумной и пневматической очистки, и, честно говоря, только комплексный подход позволяет добиться хороших результатов.
Выбор системы автоматизированной шлифовки: основные критерии
Выбор системы автоматизированной шлифовки – это не просто покупка оборудования, это инвестиция в будущее производства. Нужно учитывать множество факторов, начиная от объемов производства и заканчивая требуемой точностью обработки. Существуют различные типы станков: циркулярные, ленточные, вращательные. Каждый из них имеет свои преимущества и недостатки.
Мы, например, долго выбирали между циркулярным и ленточным станками. В итоге остановились на циркулярном, потому что он оказался более гибким в плане обработки сложных деталей. Он позволяет легко менять угол наклона шлифовального круга и обрабатывать детали с различными формами. Но и у него есть свои минусы: он требует более точной настройки и более сложного обслуживания.
Важным критерием при выборе станка является его автоматизация. Чем выше уровень автоматизации, тем меньше требуется участия оператора и тем выше производительность. Современные системы автоматизированной шлифовки оснащены системами управления, которые позволяют автоматически регулировать скорость вращения шлифовального круга, давление абразива и другие параметры процесса. Это значительно повышает качество обработки и снижает вероятность ошибок.
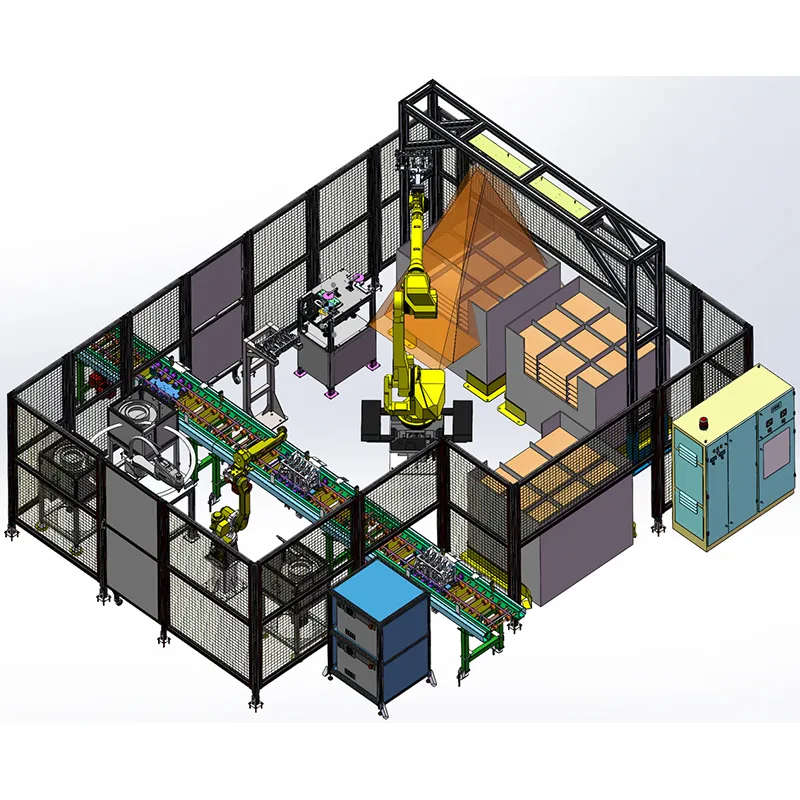
Автоматизированная подача и съёмка заготовок: ключевой элемент эффективности
Не стоит забывать о механизмах автоматизированной подаче и съёмки заготовок. Это критически важно для непрерывной работы и достижения высокой производительности. Мы когда-то пытались обойтись ручной загрузкой и выгрузкой деталей, но это привело к значительным задержкам и снижению качества. Инвестиции в автоматизированную подачу и съёмку окупаются очень быстро, особенно при больших объемах производства.
Мы использовали систему на базе конвейера, которая автоматически подавала детали на шлифовальный станок и выгружала их после обработки. Эта система была интегрирована с системой управления станком, что позволило обеспечить бесперебойную работу процесса. Кроме того, она значительно снизила риск повреждения деталей при перестановке.
При выборе системы автоматизированной подачи и съёмки важно учитывать размер и вес деталей. Некоторые системы предназначены только для обработки небольших деталей, другие – для обработки крупных и тяжелых. Также важно учитывать скорость подачи и выгрузки, она должна быть достаточной для поддержания высокой производительности станка.
Ошибки, которые стоит избегать
Мы совершили немало ошибок на начальном этапе работы с автоматизированной шлифовкой. Одна из самых распространенных ошибок – это недооценка важности подготовки поверхности. Если поверхность отливки загрязнена или имеет неровности, это может привести к проблемам при шлифовке и ухудшению качества поверхности. Поэтому перед шлифовкой необходимо тщательно очистить поверхность и удалить все загрязнения.
Другая распространенная ошибка – это неправильный выбор абразива. Как уже упоминалось, для чугуна требуется специальный абразив, устойчивый к высоким температурам и износу. Использование неподходящего абразива может привести к поломке абразива, ухудшению качества поверхности и увеличению времени обработки. При выборе абразива необходимо учитывать тип чугуна и требуемую степень шероховатости.
И, наконец, нельзя забывать о правильной настройке параметров процесса. Скорость вращения шлифовального круга, давление абразива и другие параметры процесса должны быть правильно настроены для обеспечения оптимального качества обработки. Неправильная настройка параметров может привести к повреждению деталей или ухудшению качества поверхности. Для настройки параметров процесса необходимо использовать специальные измерительные приборы и опыт опытных специалистов.
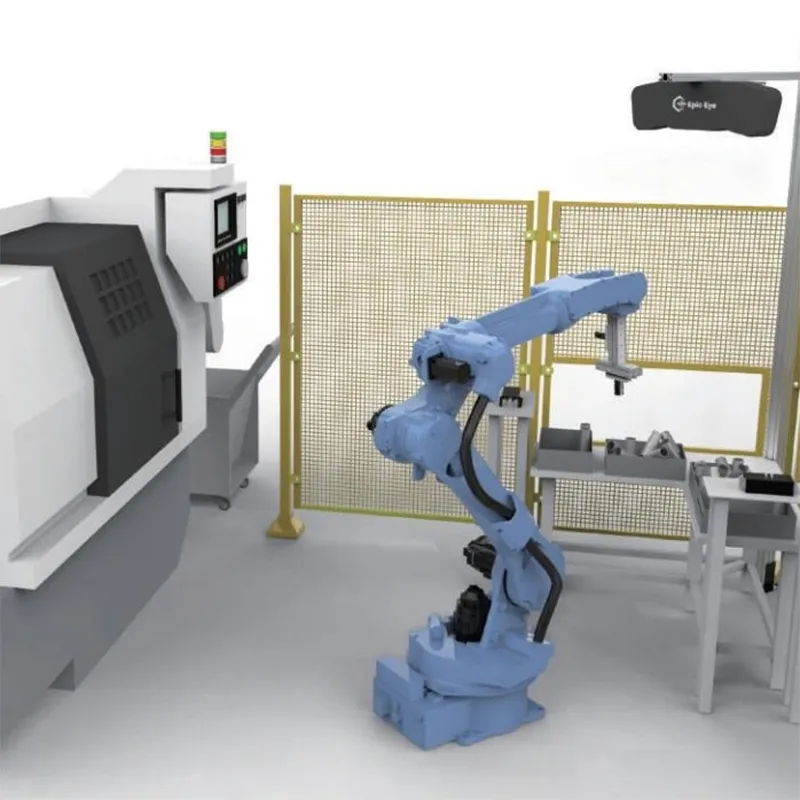
Перспективы развития автоматизированной шлифовки
Автоматизированная шлифовка чугунных отливок – это постоянно развивающаяся область. В последние годы появились новые технологии, которые позволяют повысить эффективность и качество обработки. Например, широко используются системы машинного зрения, которые позволяют автоматически контролировать качество поверхности и корректировать параметры процесса. Также активно развивается направление роботизированной шлифовки, которое позволяет автоматизировать весь процесс обработки, от загрузки деталей до выгрузки готовой продукции.
Мы сейчас активно изучаем возможности использования систем машинного зрения для контроля качества поверхности. Мы уверены, что это позволит нам значительно снизить количество брака и повысить производительность. Кроме того, мы рассматриваем возможность внедрения роботизированной шлифовки для обработки деталей сложной формы. Это потребует определенных инвестиций, но мы считаем, что это оправдано в долгосрочной перспективе.
В заключение хочется сказать, что автоматизированная шлифовка чугунных отливок – это сложный, но перспективный процесс. При правильном подходе можно добиться значительного повышения эффективности и качества обработки, а также снизить затраты на производство. Главное – не бояться экспериментировать и постоянно совершенствовать свои технологии.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Роботизированная шлифовка головки блока цилиндров двигателя поставщики
- Ведущий абразивные ленты
- Высококачественный гидравлическая станция
- Роботизированная транспортировка и сортировка
- Ведущий автоматические порошковые распылители
- Обучение работе с промышленными роботами
- Фильтр с регулятором давления
- Ведущий визуальный контроль роботом
- Купить регулятор давления газа
- Бесщеточный модуль привода поставщики