





Ведущий блок подачи краски
Все мы сталкивались с этим – ведущий блок подачи краски, который вроде бы работает, но результаты… ну, не совсем те, что ожидал. Часто виноваты банальные вещи: неверная настройка, несовместимость материалов. Но иногда, как показывает практика, проблема глубже. Вопрос в том, как правильно организовать этот элемент, чтобы добиться стабильности и качества покрытия. Не стоит думать, что это просто “зацепить и пойти”. Было много попыток упростить, 'сэкономить', но это всегда окупается в итоге – больше переделок, больше брака и, как следствие, больше затрат. Мы в ООО ?Аньхой Мок Робототехника? ежедневно сталкиваемся с этой проблемой, предлагая комплексные решения для роботизированной покраски.
Почему правильный ведущий блок подачи краски – это не просто детали?
Многие считают, что выбор ведущего блока подачи краски – это техническое решение, сводящееся к мощности и скорости подачи. Это, конечно, важно, но не все. Упускают из виду совокупность факторов: соответствие материала детали, характеристики краски, оптимальная траектория движения, амортизация, и даже угол наклона. Например, мы работали с поставкой краски на сложные детали из нержавеющей стали, где даже незначительное отклонение в подаче приводило к появлению царапин и неравномерному покрытию. Это требовало особого подхода к выбору шнека и системы управления.
Помимо этого, необходимо учитывать тип краски. Для водных красок и для красок на основе растворителей требуются разные характеристики ведущего блока подачи краски. Вводная частица - это критически важный параметр, который напрямую влияет на качество покрытия. Мы часто видим, что люди игнорируют этот аспект, что приводит к проблемам с равномерностью слоя и образованию дефектов. И вот что интересно: иногда, даже при использовании дорогих систем, проблемы возникают из-за неправильного подбора материала для уплотнителей – они быстро изнашиваются и теряют свои свойства.
Подбор шнека: нюансы, о которых мало кто задумывается
Шнек – это, пожалуй, один из самых важных элементов ведущего блока подачи краски. Выбор шнека – это целое искусство. Нельзя просто взять первый попавшийся. Необходимо учитывать вязкость краски, плотность материала детали и требуемую скорость подачи. Мы проводим эксперименты с разными типами шнеков для каждого конкретного случая, чтобы найти оптимальное решение. Иногда оказывается, что небольшое изменение диаметра или геометрии шнека может существенно улучшить качество покрытия.
Мы иногда натыкаемся на ситуацию, когда люди пытаются сэкономить на шнеке, и в итоге получают сильную деформацию краски или неравномерную подачу. Это приводит к потере времени и дополнительным затратам на переработку. Лучше разумно инвестировать в качественный шнек, чем постоянно ремонтировать или заменять дешевый аналог. Наши исследования показывают, что правильно выбранный шнек служит значительно дольше и обеспечивает более стабильную работу системы.
Роль системы управления и датчиков
Современные системы ведущего блока подачи краски оснащены сложными системами управления и датчиками. Эти системы позволяют контролировать скорость подачи, давление, температуру и другие параметры процесса. Но важно не только иметь эти системы, но и правильно их настроить. Например, датчики уровень краски могут выдавать некорректные данные из-за образования пены или загрязнения. Поэтому необходимо регулярно проверять и калибровать датчики.
Мы используем различные типы датчиков в наших системах управления, включая инфракрасные датчики, ультразвуковые датчики и датчики давления. Выбор датчика зависит от конкретных требований к процессу покраски. Например, для покраски пористых материалов используются инфракрасные датчики, которые позволяют контролировать уровень краски по поверхности детали. А для покраски плоских поверхностей используются датчики давления, которые позволяют контролировать равномерность подачи краски.
Проблемы с системой контроля и их решение
Одной из распространенных проблем является неправильная настройка системы контроля подачи краски. Это может привести к переливу краски, образованию подтеков и неравномерному покрытию. Мы используем специальное программное обеспечение для оптимизации параметров подачи краски и системы контроля. Это позволяет автоматически корректировать параметры подачи в зависимости от изменений в процессе покраски.
В определенных случаях необходимо внедрять дополнительные датчики или изменять параметры работы системы управления. Например, мы решили проблему с образованием пены при покраске водоэмульсионными красками, добавив в систему датчик уровня пены и автоматически корректируя параметры подачи краски. Такой подход позволяет обеспечить высокое качество покрытия и минимизировать отходы краски.
Анализ ошибок и типичные проблемы
За годы работы мы накопили богатый опыт в области роботизированной покраски и знаем, какие ошибки чаще всего допускают наши клиенты. Одна из самых распространенных ошибок – это неправильная подготовка поверхности. Поверхность должна быть чистой, сухой и обезжиренной. Если на поверхности есть загрязнения, краска будет плохо адгезировать, что приведет к образованию дефектов. Мы предлагаем комплексные решения для подготовки поверхности, включая ультразвуковую очистку и обработку паром.
Еще одна типичная проблема – это неправильный выбор краски. Краска должна соответствовать материалу детали и требованиям к покрытию. Неправильный выбор краски может привести к образованию трещин, сколов и других дефектов. Мы работаем с широким спектром красок и помогаем нашим клиентам выбрать оптимальный вариант для каждого конкретного случая. В нашей лаборатории мы проводим испытания красок на соответствие требованиям и оцениваем их свойства.
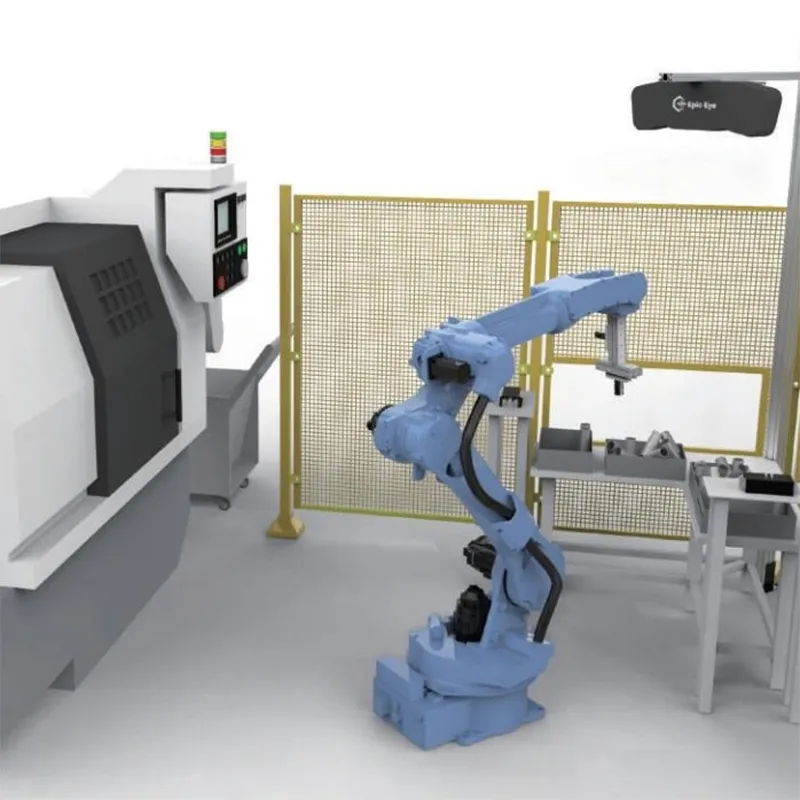
Практический опыт: случай с покраской автомобильных деталей
Недавно мы работали с компанией, которая занималась покраской автомобильных деталей. У них возникли проблемы с неравномерностью покрытия и образованием подтеков. Мы провели анализ процесса покраски и выявили несколько проблемных мест: неправильный выбор шнека, недостаточное давление в системе и неправильная подготовка поверхности. Мы внесли необходимые изменения в систему управления и помогли клиенту добиться высо
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Фильтрующие рукава для пылеулавливающего оборудования
- Высококачественный соединение плк сименс с телевизором
- Тип двигателя робот заводы
- Ведущий роботизированная сортировка
- Высококачественный роликовый конвейер
- Ведущий роботизированная транспортировка и сортировка
- Автоматизированное полирование
- Купить дверные замки безопасности оборудования
- Известный модуль управления приводом
- Ведущий оборудование для фильтрации пыли