





Ведущий контроль сварных швов и точек
Ведущий контроль сварных швов и точек – звучит серьезно, но часто сводится к формальному проходке. Слишком много бюрократии, слишком мало реальной оценки качества. И, честно говоря, иногда хочется просто 'отметить' швы и двигаться дальше. Но это, как правило, ведет к проблемам. Мы в ООО ?Аньхой Мок Робототехника? постоянно сталкиваемся с ситуациями, когда кажущийся 'горячий' контроль оказывается неэффективным, а скрытые дефекты выявляются уже на стадии эксплуатации. Поэтому хочу поделиться не только общими рекомендациями, но и о том, что мы на практике видим и как стараемся это улучшить.
От формальности к содержанию: что реально входит в ведущий контроль?
Первое, что я слышу – это список документов: контрольные листы, акты, отчеты… Конечно, они важны, но это лишь способ фиксации, а не сам контроль. На мой взгляд, часто упускается из виду ключевой момент – понимание процесса сварки, понимание потенциальных дефектов и умение их выявлять. Просто пробежаться по швам с фонариком – это не контроль, это визуальный осмотр. А контроль подразумевает комплексную оценку, учитывающую множество факторов: геометрию шва, наличие трещин, porosity, inclusions, отсутствие деформаций и т.д. Это требует опыта и квалификации.
Мы в компании ?Аньхой Мок Робототехника? подходим к этому вопросу системно. Наши специалисты проходят регулярное повышение квалификации, изучают новые технологии машинного зрения, что позволяет нам проводить более точный и надежный контроль сварных швов. Важно не только знать, *что* искать, но и уметь правильно интерпретировать результаты.
Нельзя недооценивать роль инструмента. Простые визуальные осмотры могут быть недостаточны, особенно для сложных сварных конструкций. Использование ультразвукового контроля (UT), рентгеновского контроля (RT), магнитопорошкового контроля (MT) и капиллярного контроля (PT) значительно повышает надежность контроля качества сварки. Выбор метода зависит от типа материала, толщины свариваемого элемента и требований к безопасности.
Машинное зрение: новый уровень точности и скорости
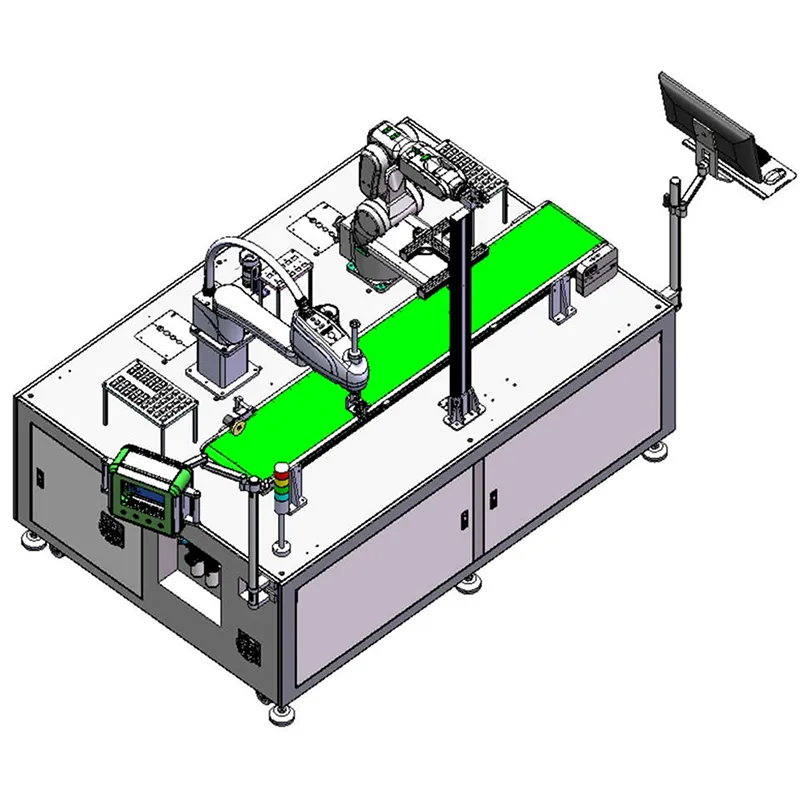
Машинное зрение – это уже не будущее, это настоящее. Использование камер высокого разрешения, специализированного программного обеспечения и алгоритмов глубокого обучения позволяет автоматизировать многие этапы проведения контроля сварных швов, значительно сократить время и повысить точность. Например, мы используем системы машинного зрения для выявления дефектов, которые не видны невооруженным глазом, таких как микротрещины или скрытые porosity. Это особенно актуально для высокоточных сварных соединений, используемых в авиационной и космической промышленности.
Но стоит помнить, что машинное зрение – это не панацея. Требуется тщательная калибровка системы, обучение алгоритмов и регулярная проверка точности. Кроме того, машинное зрение не может заменить человеческий опыт и интуицию. Необходимо сочетать автоматизированный контроль с выборочным визуальным осмотром.
В нашей практике была ситуация, когда автоматизированная система машинного зрения обнаружила дефект, который был пропущен при визуальном осмотре. Оказалось, что дефект был очень мелким и имел необычную форму, что затрудняло его выявление. Этот случай показал нам важность сочетания различных методов контроля и необходимость постоянного обучения.
Распространенные ошибки при контроле и как их избежать
Одна из самых распространенных ошибок – это отсутствие четких критериев приемки/отбраковки. Если нет четкого определения, что считается дефектом, то контроль становится субъективным и неэффективным. Необходимо разработать детальные технические условия, которые описывают все допустимые и недопустимые дефекты.
Еще одна ошибка – это несоблюдение нормативных требований. Существуют различные стандарты и нормативы, которые регламентируют проведение контроля сварных швов. Несоблюдение этих требований может привести к серьезным последствиям, включая штрафы и отзыв продукции.
Ну и, конечно, нельзя недооценивать роль квалификации персонала. Контролеры должны иметь соответствующее образование и опыт работы, а также регулярно проходить обучение. Недостаточная квалификация контролеров может привести к ошибкам и увеличению риска возникновения дефектов. Мы проводим регулярные тренинги для наших сотрудников, чтобы они могли быть в курсе последних достижений в области контроля качества сварки.
Оптимизация процессов: от планирования до отчетности
Эффективный ведущий контроль сварных швов и точек – это не только правильное применение методов контроля, но и оптимизация всех процессов, связанных со сваркой. Например, важно правильно спланировать контрольные точки, определить периодичность контроля и выбрать оптимальные методы контроля для каждой конкретной сварной конструкции. Мы используем специализированное программное обеспечение для планирования и отслеживания процессов контроля.
Важно также обеспечить прозрачность и понятность отчетности. Отчеты должны содержать всю необходимую информацию о результатах контроля, включая идентификацию дефектов, их расположение и размеры, а также рекомендации по их устранению. Отчеты должны быть доступны всем заинтересованным сторонам: заказчику, инженеру-конструктору, техническому руководителю.
Мы внедрили систему электронного документооборота, которая позволяет автоматизировать процессы создания и согласования отчетов. Это значительно сократило время, затрачиваемое на оформление документации, и повысило ее качество.
Итоги и рекомендации
Ведущий контроль сварных швов и точек – это сложный и ответственный процесс, который требует комплексного подхода и высокой квалификации персонала. Нельзя сводить его к формальным процедурам и упрощать. Необходимо постоянно совершенствовать методы контроля, использовать новые технологии и уделять внимание обучению персонала. И, конечно, важно помнить, что главная цель контроля – это обеспечение надежности и безопасности сварных конструкций.
Если у вас возникли вопросы или вам нужна помощь в организации контроля качества сварки, обращайтесь к нам. ООО ?Аньхой Мок Робототехника? обладает богатым опытом и экспертизой в этой области и готова предложить вам эффективные решения.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты










Связанный поиск
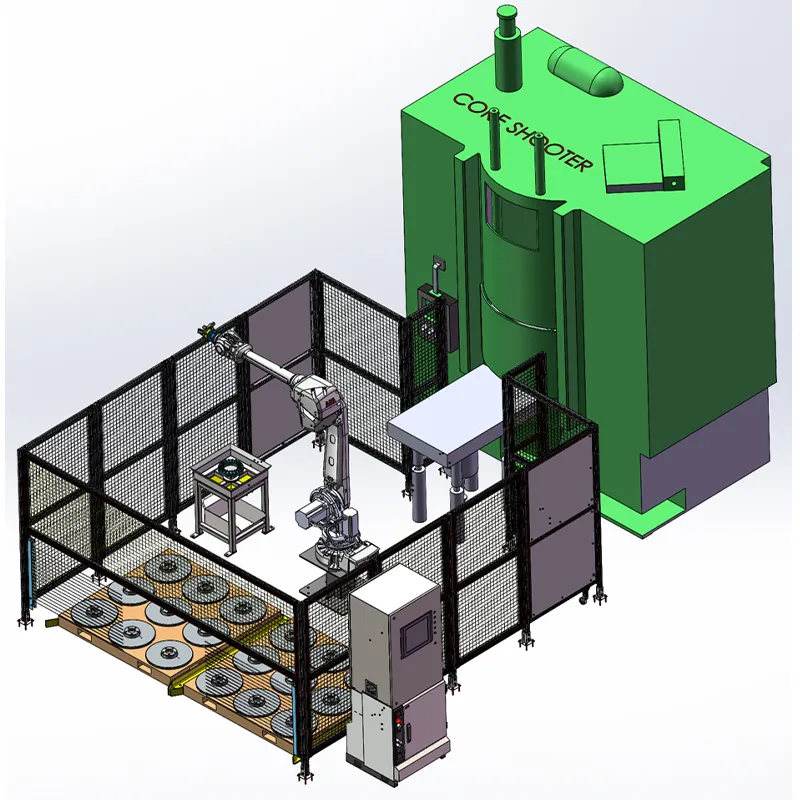
Связанный поиск- Роботизированное извлечение отливок из стержневых машин с помощью робота поставщики
- Купить взрывозащищенный робот
- Купить робот для шлифовки железнодорожных компонентов
- Купить пистолет окрасочный безвоздушного распыления
- Высококачественный автоматический клеевой пистолет
- Регулятор давления воздуха
- Автоматизированное полирование
- Высококачественный алмазный гибкий шлифовальный круг
- Sand core grinding завод
- Роботы efort заводы