





Ведущий обучение плк
Начнем с простого: многие думают, что освоить управление ПЛК – это задачка для инженеров-электриков, а для программистов автоматизации это как вторичная задача. Не совсем так. В реальности, понимание принципов работы ПЛК важно для широкого круга специалистов: от разработчиков алгоритмов до специалистов по внедрению систем автоматизации. Я вот, наблюдая за рынком, вижу, как часто эту тему недооценивают, и это, на мой взгляд, серьезная проблема. Недостаточно просто знать язык программирования, нужно понимать, *как* этот язык взаимодействует с аппаратной частью, что происходит 'под капотом'.
Базовые концепции и распространенные ошибки
С чего начать? На самом деле, без четкого понимания базовых принципов работы релейно-импульсной логики (РИЛ) – это уже проблемы. Многие сразу бросаются на сложные языки программирования, такие как Ladder Logic или Structured Text, но забывают о самом фундаменте: о дискретных и аналоговых входах и выходах, о таймерах, счетчиках, логических элементах. Попытка сразу окунуться в продвинутые концепции – прямой путь к разочарованию. Вот, например, часто встречаю ситуации, когда разработчик безуспешно пытается оптимизировать алгоритм, потому что не понимает, как ПЛК обрабатывает данные в реальном времени. Или, что еще хуже, неправильно выбирает компоненты, потому что не понимает спецификацию ПЛК.
Еще одна распространенная ошибка – игнорирование аппаратной части. Программирование – это только половина дела. Необходимо понимать, как ПЛК взаимодействует с приводами, датчиками, исполнительными механизмами. Это требует знания электрической цепи, принципов работы различных устройств, а также умения правильно настроить коммуникационные протоколы (Modbus, Profibus, Ethernet/IP и т.д.).
Выбор платформы: от старых добрых Siemens до современных решений
Рынок ПЛК сейчас очень разнообразен. Siemens – классика, проверенная временем, но и конкурентов появилось много. Allen-Bradley, Schneider Electric, Mitsubishi Electric, Omron – у каждого свои преимущества и недостатки. При выборе платформы нужно учитывать требования конкретной задачи, бюджет, а также наличие квалифицированных специалистов для обслуживания системы. Лично я часто сталкиваюсь с ситуациями, когда клиенты выбирают ПЛК исходя из 'репутации' бренда, а не из реальных потребностей проекта. Это приводит к переплате и, как следствие, к неудовлетворенности результатом. Например, выбирая ПЛК для роботизированной линии, необходимо учитывать не только количество дискретных и аналоговых входов/выходов, но и скорость обработки данных, наличие встроенных коммуникационных интерфейсов, а также возможность расширения функциональности. Мы в ООО ?Аньхой Мок Робототехника? часто консультируем по этому вопросу, учитывая особенности конкретного производства и долгосрочные перспективы развития.
Практический опыт: от проектирования до отладки
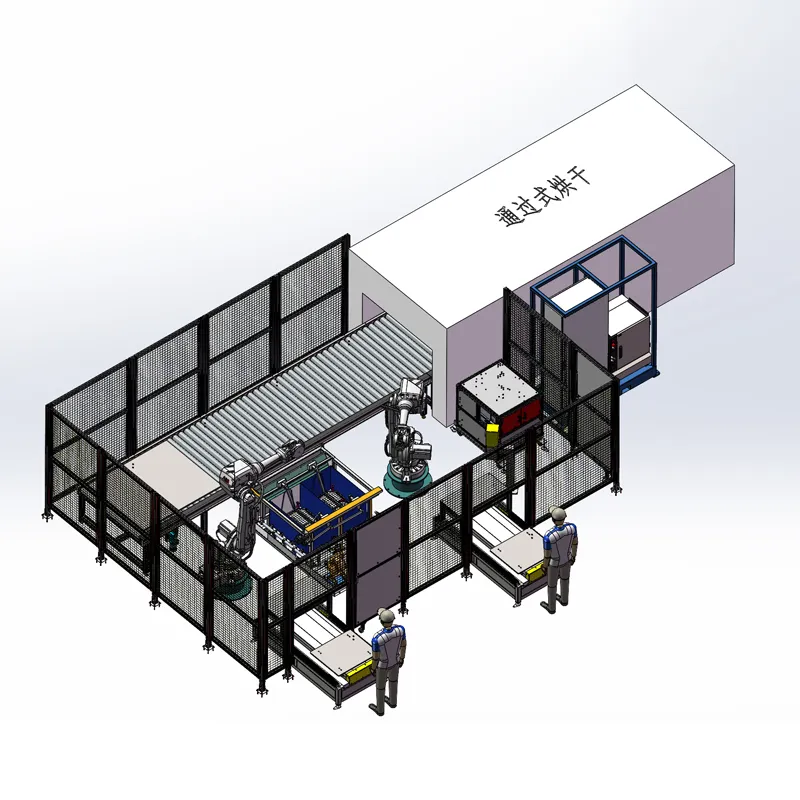
В своей работе я часто сталкиваюсь с необходимостью проектировать системы автоматизации для различных производств. Например, недавно нам нужно было разработать систему управления роботизированной шлифовальной установкой. Задача была непростая: требовалось обеспечить высокую точность обработки, минимальный уровень шума, а также интеграцию с существующей системой управления производством. Процесс разработки включал в себя не только написание программы для ПЛК, но и проектирование электрической цепи, выбор датчиков и приводов, а также настройку коммуникационных протоколов. Сразу скажу, что отладочный процесс занимает большую часть времени. Нужно тщательно тестировать каждый элемент системы, выявлять и устранять ошибки, а также оптимизировать алгоритм для достижения максимальной производительности. При этом, часто возникают нештатные ситуации, которые не были предусмотрены при проектировании. Например, датчик температуры может давать сбои при определенных условиях эксплуатации, или привод может перегреваться при высокой нагрузке.
Реальные проблемы и их решения: кейс с системой подачи деталей
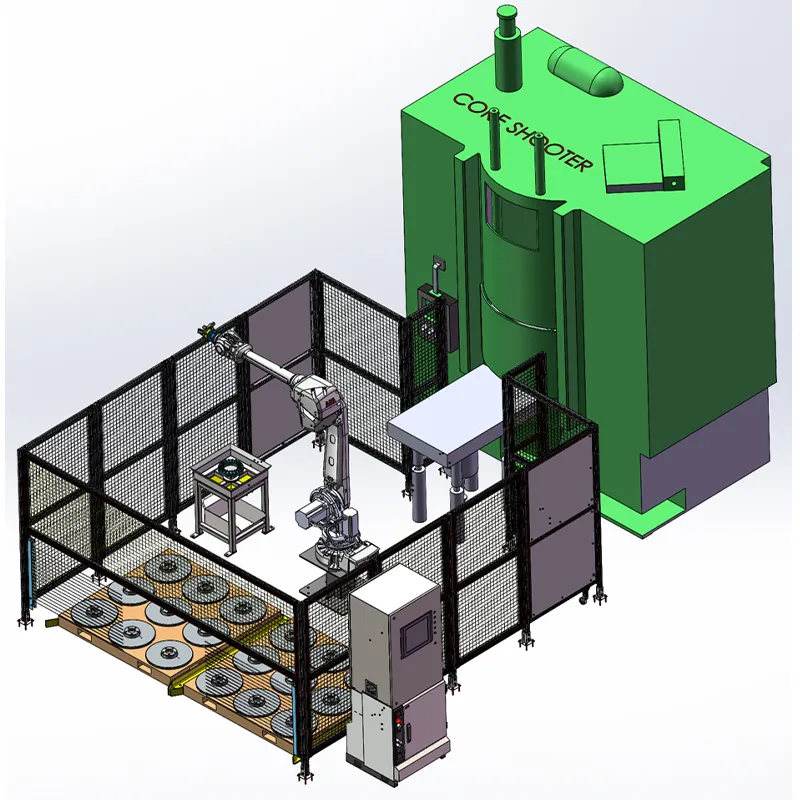
Возьмем пример с системой подачи деталей на станок. Изначально мы планировали использовать систему на основе дискретного ПЛК с использованием таймеров и счетчиков. Однако, в процессе тестирования выяснилось, что система не справляется с высокой скоростью подачи деталей. Причина оказалась в том, что таймеры и счетчики не позволяют достичь необходимой точности. Решение – переход на ПЛК с поддержкой продвинутых алгоритмов управления и использованием FPGA (Field Programmable Gate Array) для обработки данных в реальном времени. Это потребовало переработки всей системы управления, но в итоге позволило значительно повысить производительность и точность работы станка.
Часто также возникают проблемы с синхронизацией работы нескольких ПЛК. Например, в системе управления производственной линией может потребоваться координация работы ПЛК, отвечающих за управление роботами, конвейерами, станками. Для решения этой задачи используются различные протоколы коммуникации (Ethernet/IP, Profinet, Modbus TCP и т.д.) и механизмы синхронизации времени.
Будущее ПЛК: облачные решения и искусственный интеллект
Сейчас ПЛК активно развиваются. Появляются новые платформы с поддержкой облачных технологий и искусственного интеллекта. Облачные решения позволяют удаленно отслеживать состояние ПЛК, собирать данные о работе оборудования, а также проводить диагностику и устранение неисправностей. Искусственный интеллект может использоваться для оптимизации алгоритмов управления, прогнозирования отказов оборудования, а также для автоматической настройки параметров системы. ООО ?Аньхой Мок Робототехника? следит за этими тенденциями и активно внедряет новые технологии в свои проекты. Мы считаем, что будущее автоматизации – за интеллектуальными системами, которые способны самостоятельно принимать решения и адаптироваться к изменяющимся условиям.
Но, несмотря на все технологические новшества, фундаментальные знания о принципах работы ПЛК остаются важными. Без этого даже самый современный ПЛК будет бесполезен.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Известный фильтр для окрасочного пистолета
- Обучение плк
- Аккумулятор промышленного робота заводы
- Ведущий многоуровневый склад
- Роботизированная паллетизация/депаллетизация поставщики
- Ведущий промышленные сигнальные лампы
- Ведущий абразивный головок из сплава
- Роботизированная загрузка станков поставщик
- Купить редуктор робота
- Высококачественный модуль силового привода