





Ведущий рентгеновский контроль роботом
На рынке промышленной автоматизации все чаще звучит тема автоматизации контроля качества, в частности, с применением робототехники и рентгеновского излучения. Часто встречается некоторая идеализация, позиционирующая это как панацею от всех проблем. Но давайте отбросим маркетинговый шум и поговорим о том, что действительно работает, а что пока остается на уровне надежд. Мой опыт, полученный за последние годы работы в сфере внедрения робототехнических систем, позволяет с определенной степенью уверенности говорить о плюсах и минусах такой автоматизации.
Почему автоматизация рентгеновского контроля привлекает?
Пожалуй, главный плюс – это повышение скорости и точности контроля. Человеческий фактор, присущий ручному осмотру, неизбежно вносит погрешности и снижает производительность. Робот, запрограммированный на выполнение определенных задач, работает стабильно и предсказуемо, не утомляется и не отвлекается. Рентгеновский контроль, в свою очередь, позволяет выявлять внутренние дефекты, недоступные при визуальном осмотре. Это особенно важно в таких отраслях, как машиностроение, авиастроение и производство медицинских изделий, где безопасность и надежность продукции имеют первостепенное значение.
Сложность, конечно, в интеграции. Необходима разработка специального программного обеспечения, которое позволит роботу интерпретировать рентгеновские изображения, определять дефекты и принимать решения о соответствии или несоответствии изделия. Это не просто задача, а целая инженерная задача, требующая глубоких знаний в области машинного зрения, обработки изображений и робототехники. Приходится очень тщательно подходить к выбору оборудования и поставщиков программного обеспечения. Недавно мы сталкивались с ситуацией, когда идеально работающий рентгеновский аппарат просто не взаимодействовал с программным обеспечением, которое нам предложил поставщик. Тут уже пришлось искать альтернативные решения, что значительно увеличило сроки внедрения.
Практический опыт: внедрение системы на производстве
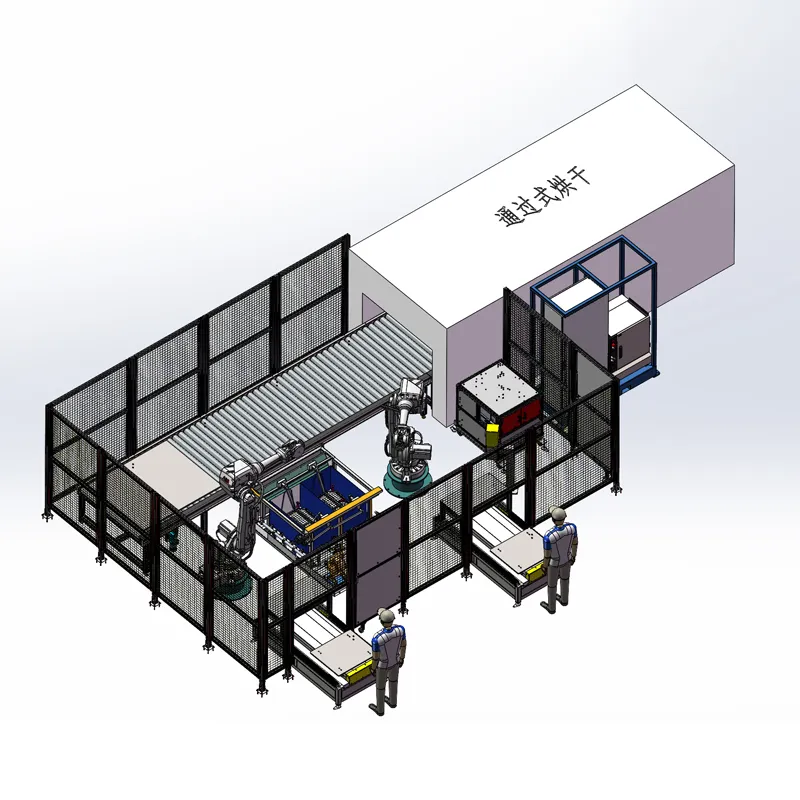
В рамках проекта для одного крупного производителя деталей двигателей мы внедрили систему ведущего рентгеновского контроля роботом. Задачей было автоматизировать контроль качества сварных швов, которые являются критически важными для надежности работы двигателя. Были выбраны роботизированные манипуляторы от ООО ?Аньхой Мок Робототехника?, потому что у них неплохая репутация и они предлагают широкий спектр решений для автоматизации. Рентгеновский аппарат был интегрирован в роботизированную систему, а программное обеспечение разработали совместно с партнером – компанией, специализирующейся на 3D-визуализации и анализе изображений. Вначале мы столкнулись с проблемами калибровки и синхронизации работы всех компонентов системы. Это заняло несколько недель кропотливой работы и тесной координации между разными командами. Самое сложное было настроить алгоритмы распознавания дефектов – требовалось большое количество тестовых образцов с различными типами дефектов для обучения системы. Особенно остро встала проблема с артефактами на рентгеновских изображениях, которые влияли на точность распознавания. Для решения этой проблемы пришлось использовать специальные фильтры и методы обработки изображений.
В итоге, после нескольких месяцев работы, система была успешно внедрена и начала приносить ощутимые результаты. Производительность контроля качества выросла на 30%, а количество брака – на 15%. Самое главное – мы смогли значительно снизить влияние человеческого фактора и повысить надежность продукции. Конечно, в процессе эксплуатации возникали и возникают различные неполадки, требующие оперативного реагирования и технического обслуживания. Поэтому важно предусмотреть в проекте систему мониторинга и удаленной диагностики оборудования.
Проблемы с качеством изображения и их решение
Одним из наиболее распространенных проблем при использовании ведущего рентгеновского контроля роботом является низкое качество рентгеновских изображений. Это может быть вызвано различными факторами, такими как некачественный рентгеновский аппарат, неправильная настройка параметров съемки или наличие артефактов на изображениях. Артефакты, как правило, возникают из-за дефектов в материале, загрязнения или других внешних факторов. Для решения этой проблемы можно использовать различные методы обработки изображений, такие как фильтрация, шумоподавление и коррекция контрастности. Важно также использовать качественное оборудование и соблюдать правила техники безопасности при работе с рентгеновскими аппаратами.
Мы в нашем проекте использовали алгоритмы адаптивной фильтрации, которые позволяли автоматически удалять артефакты с рентгеновских изображений, не теряя при этом важной информации о дефектах. Также мы разработали систему контроля качества изображения, которая автоматически проверяла качество каждого рентгеновского снимка и отклоняла снимки с низким качеством. Это позволило нам значительно повысить точность распознавания дефектов и снизить количество ошибок.
Альтернативные подходы и их ограничения
Помимо ведущего рентгеновского контроля роботом, существуют и другие подходы к автоматизации контроля качества, такие как использование 3D-сканеров и компьютерного зрения. Эти методы позволяют получать трехмерные модели изделий и выявлять дефекты, которые не видны при двумерном рентгеновском контроле. Однако, они требуют более сложного оборудования и программного обеспечения, и не всегда могут быть применены для контроля внутренних дефектов. К тому же, 3D-сканирование обычно требует больше времени на обработку данных, чем рентгеновский контроль. Наши испытания показали, что для определенных типов дефектов рентгеновский контроль является более эффективным и экономически выгодным решением.
Важно понимать, что выбор конкретного метода автоматизации контроля качества зависит от множества факторов, таких как тип изделия, тип дефектов, требуемая точность и производительность, а также бюджет проекта. Не существует универсального решения, которое подходит для всех случаев.
Перспективы развития
Я уверен, что ведущий рентгеновский контроль роботом будет играть все более важную роль в промышленной автоматизации. Развитие искусственного интеллекта и машинного обучения позволит создавать более сложные и интеллектуальные системы контроля качества, которые будут способны самостоятельно выявлять и классифицировать дефекты. Также ожидается снижение стоимости рентгеновского оборудования и программного обеспечения, что сделает эту технологию более доступной для небольших и средних предприятий.
На данный момент, мы исследуем возможности интеграции ведущего рентгеновского контроля роботом с другими системами автоматизации, такими как системы управления производством (MES) и системы планирования ресурсов предприятия (ERP). Это позволит создать полностью автоматизированную систему контроля качества, которая будет обеспечивать максимальную эффективность и надежность.
Выводы
Автоматизация рентгеновского контроля с использованием роботов – это перспективное направление, которое позволяет значительно повысить скорость, точность и надежность контроля качества. Однако, для успешного внедрения этой технологии необходимо учитывать множество факторов, таких как качество оборудования, сложность программного обеспечения и квалификация персонала. Нельзя забывать и о проблемах, связанных с качеством изображения и обработкой данных. При правильном подходе, ведущий рентгеновский контроль роботом может стать эффективным инструментом для повышения конкурентоспособности предприятия.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 AQCB-12
AQCB-12 -
 ES919.130-9.0KW-ISO30
ES919.130-9.0KW-ISO30 -
 3D автоматическая клеевые пистолет G005
3D автоматическая клеевые пистолет G005 -
 Дозатор D165
Дозатор D165 -
 Безопасные световые барьеры
Безопасные световые барьеры -
 Погружное покрытие песчаных стержней
Погружное покрытие песчаных стержней -
 Шлифовальный круг из графита на смоляной связке
Шлифовальный круг из графита на смоляной связке -
 Промышленные 3D-камеры
Промышленные 3D-камеры -
 Визуальные аксессуары
Визуальные аксессуары -
 Роботизированное вспомогательное тестирование
Роботизированное вспомогательное тестирование -
 Скрытые серии
Скрытые серии -
 Тяговые серии
Тяговые серии
Связанный поиск
Связанный поиск- Световая завеса безопасности
- Роботы estun завод
- Ведущий окрасочный робот
- Контроль дефектов роботом завод
- Высококачественный мост автомобильный роботизированная шлифовка
- Роботизированная подъёмно - транспортировка заводы
- Модуль управления приводом
- Известный удлинитель для окрасочного пистолета
- Дозирующая машина для клея со статическим смешением
- Ведущий цилиндрический шлифовальный головок