





Визуальный контроль роботом завод
Все говорят о революции в производстве, о визуальном контроле роботом завод как о панацее от всех бед. И действительно, потенциал колоссальный – повышение точности, снижение затрат, увеличение скорости. Но пока что, на практике, всё не так однозначно, как кажется на первый взгляд. Многие компании, как и мы когда-то, вкладывают огромные средства в автоматизацию контроля, ожидая мгновенных результатов. Часто это приводит к разочарованию, когда оказывается, что реальность гораздо сложнее, чем теоретические расчеты.
Недооцененные сложности внедрения
Первая проблема, с которой сталкиваются практически все, это – подготовка данных. Все эти красивые картинки, которые робот должен 'видеть', нужно генерировать, квалифицированно маркировать. Это не просто фотографировать деталь и приклеивать прямоугольники. Речь идет о создании датасетов, отражающих все возможные вариации – освещение, углы обзора, небольшие дефекты, которые могут встречаться в реальном производстве. Мы, например, потратили немало времени и сил на сбор и разметку данных для контроля сварных швов. Оказалось, что даже небольшое отклонение от 'идеального' образца значительно усложняет задачу обучения модели.
Вторая сложность – выбор подходящей системы машинного зрения. Существует огромное количество производителей, предлагающих самые разные решения. И тут важно понимать, что не существует универсального решения. Система должна соответствовать специфике вашей задачи, типу деталей, скорости производства, требованиям к точности. Мы рассматривали несколько вариантов от Cognex, Keyence и Basler, прежде чем остановились на комбинации 2D машинного зрения и небольшого количества 3D камер. Основанием для выбора послужила способность системы справляться с различными геометрическими деформациями деталей, которые часто встречаются в нашем производстве.
И, конечно, нельзя забывать о программном обеспечении. Нужно не только уметь 'видеть', но и уметь 'понимать'. Необходимо разработать алгоритмы, которые будут анализировать изображения, выявлять дефекты и принимать решения. Здесь часто возникает нехватка квалифицированных специалистов – инженеров по машинному зрению и программистов, которые умеют работать с фреймворками, такими как OpenCV и TensorFlow. Если вы не готовы инвестировать в обучение или найм таких специалистов, то успех внедрения автоматизированной системы контроля будет под вопросом.
Практический кейс: контроль качества на фрезеровочном станке
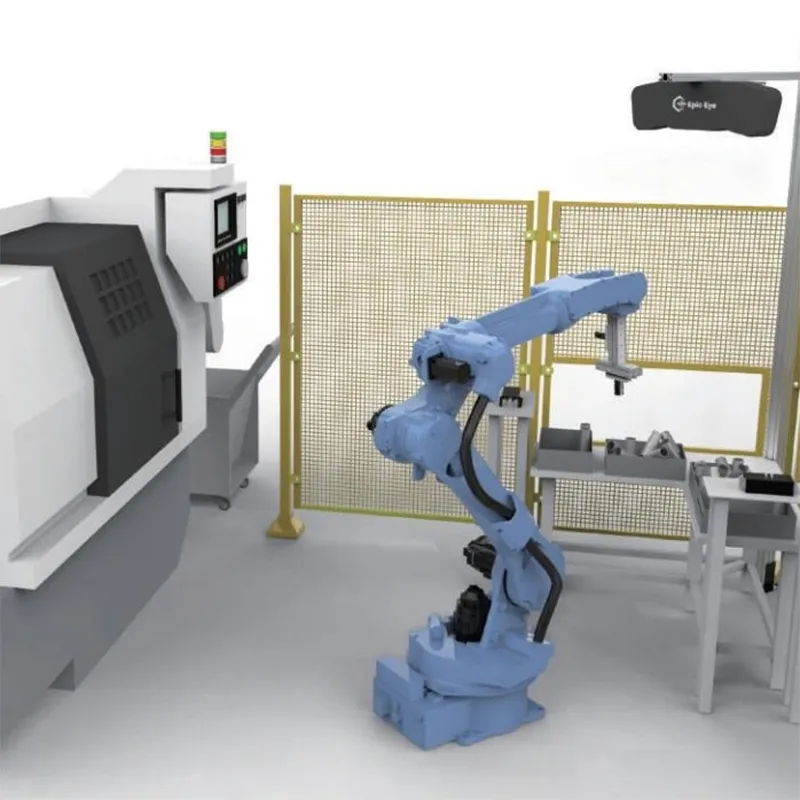
Нам недавно поступил заказ на внедрение робототехнического контроля качества на фрезеровочном станке. Задание было – автоматически контролировать размеры и геометрию фрезерованных деталей. Детали были довольно сложные, с большим количеством различных элементов. Изначально мы планировали использовать систему машинного зрения, основанную на сравнении изображений детали с эталонной моделью. Однако, мы столкнулись с проблемой – детали фрезеровались с небольшой погрешностью, и даже небольшие отклонения в размерах приводили к ложным срабатываниям.
В итоге мы решили комбинировать 2D машинное зрение с 3D сканированием. 2D система использовалась для первичного отсеивания деталей с очевидными дефектами, а 3D система – для более точного контроля размеров и геометрии. Также мы разработали специальный алгоритм, который учитывал возможные погрешности фрезеровки и автоматически корректировал результаты контроля. Это позволило нам значительно повысить точность и надежность системы.
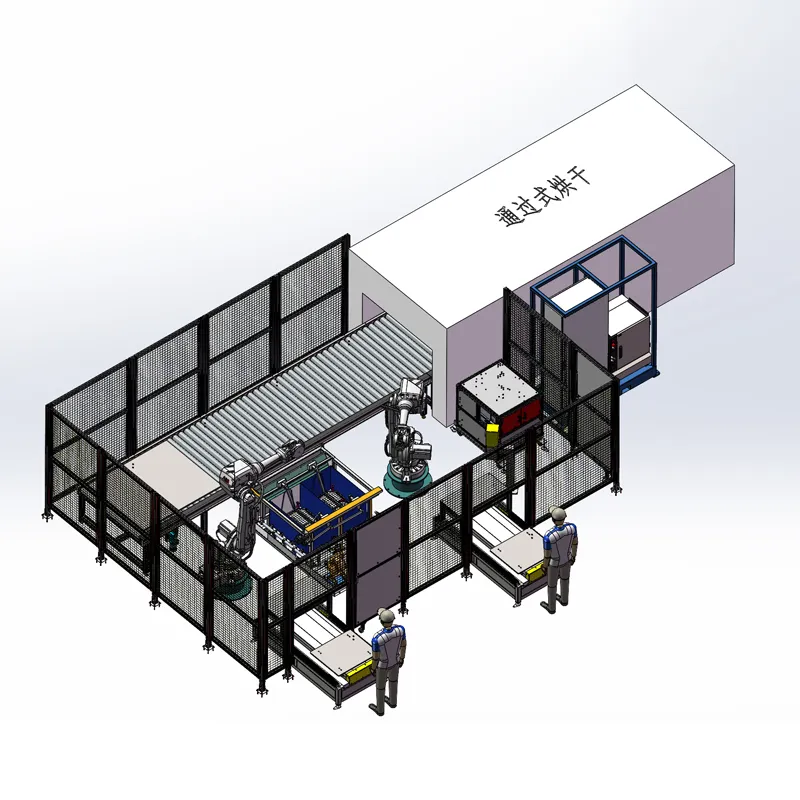
Реализовать это удалось с использованием оборудования отООО ?Аньхой Мок Робототехника?, включая специализированные камеры и мощный компьютер с предустановленным программным обеспечением для машинного зрения. В результате, мы добились автоматизации контроля качества на 95%, что позволило сократить затраты на ручной контроль и повысить производительность производства.
Проблемы интеграции и адаптации
Одним из распространенных заблуждений является то, что после установки системы автоматического визуального контроля, все будет работать как часы. На самом деле, интеграция с существующим производственным оборудованием часто является сложной задачей. Нужно учитывать особенности работы оборудования, наличие датчиков и интерфейсов, а также требования к безопасности. Мы сталкивались с ситуациями, когда необходимо было разрабатывать специальные адаптирующие программы для интеграции системы машинного зрения с различными типами станков. Иногда даже требовалось модифицировать конструкцию станка, чтобы обеспечить оптимальные условия для работы камеры.
Другой проблемой является адаптация системы к изменениям в производственном процессе. Со временем, детали могут немного меняться в размерах или форме, либо изменяться параметры производственного оборудования. В таких случаях необходимо переобучать модель машинного зрения, чтобы она продолжала давать корректные результаты. И это не всегда легко – требуется постоянный мониторинг системы и своевременное внесение изменений.
А еще часто забывают о калибровке оборудования. Камеры, освещение, оптические системы - все это требует регулярной калибровки для обеспечения точности измерений. Это не разовое мероприятие, а непрерывный процесс, который должен выполняться с определенной периодичностью. Без калибровки, даже самая современная система машинного зрения может давать неточные результаты.
Взгляд в будущее: искусственный интеллект и глубокое обучение
Сейчас активно развивается направление, связанное с использованием искусственного интеллекта и глубокого обучения в автоматизированных системах визуального контроля. Эти технологии позволяют создавать системы, которые способны обучаться на собственных ошибках, адаптироваться к изменяющимся условиям и выявлять дефекты, которые не могут быть обнаружены традиционными методами машинного зрения. Мы сейчас экспериментируем с использованием нейронных сетей для контроля качества сложных поверхностей, таких как рельефные отливки. Пока результаты показывают многообещающие, но это лишь начало пути.
Однако, использование глубокого обучения требует больших вычислительных ресурсов и больших объемов данных для обучения. Это создает дополнительные сложности для внедрения этих технологий на реальном производстве.
В целом, визуальный контроль роботом завод – это перспективное направление, которое может значительно повысить эффективность производства. Но для достижения успеха необходимо тщательно планировать внедрение системы, учитывать все возможные сложности и инвестировать в обучение специалистов.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Погружное покрытие песчаных стержней
Погружное покрытие песчаных стержней -
 Визуальные аксессуары
Визуальные аксессуары -
 5-галлонный клеевой насос-P005
5-галлонный клеевой насос-P005 -
 Серии передач перемещения
Серии передач перемещения -
 Интеллектуальные камеры
Интеллектуальные камеры -
 Роботизированная погрузка и разгрузка для обработки на станках
Роботизированная погрузка и разгрузка для обработки на станках -
 Промышленные 2D-камеры
Промышленные 2D-камеры -
 3D автоматическая клеевые пистолет G005
3D автоматическая клеевые пистолет G005 -
 Тяжелонагруженные серии
Тяжелонагруженные серии -
 AQCB-40
AQCB-40 -
 ES915.070-4.5-6.0KW-ISO30
ES915.070-4.5-6.0KW-ISO30 -
 AQCB-500
AQCB-500
Связанный поиск
Связанный поиск- Рентгеновский контроль роботом поставщики
- Высококачественный дозирующая машина для клея со статическим смешением
- Трубопроводная арматура шлифовка поставщики
- Высококачественный алмазный гибкий шлифовальный круг черепашка
- Известный алмазный шлифовальный круг черепашка
- Роботизированная загрузка завод
- Купить окрасочные пистолеты дюзы
- Роботизированная шлифовка блока цилиндров двигателя завод
- Известный программирование плк сименс
- Дверные замки безопасности оборудования