





Контроль дефектов роботом поставщики
Все чаще слышу о внедрении роботизированных систем для контроля качества. С одной стороны, это логично – точность, скорость, отсутствие человеческого фактора. С другой – часто возникает ощущение, что это пока скорее мечта, чем реальность, особенно когда речь заходит о надежных поставщиках и их готовности к интеграции. И это не просто ощущение, это реальный вызов. Ведь автоматизация – это не просто установка робота, это комплексная задача, требующая грамотного подхода и четкого понимания процессов.
Что такое роботизированный контроль дефектов и зачем он нужен?
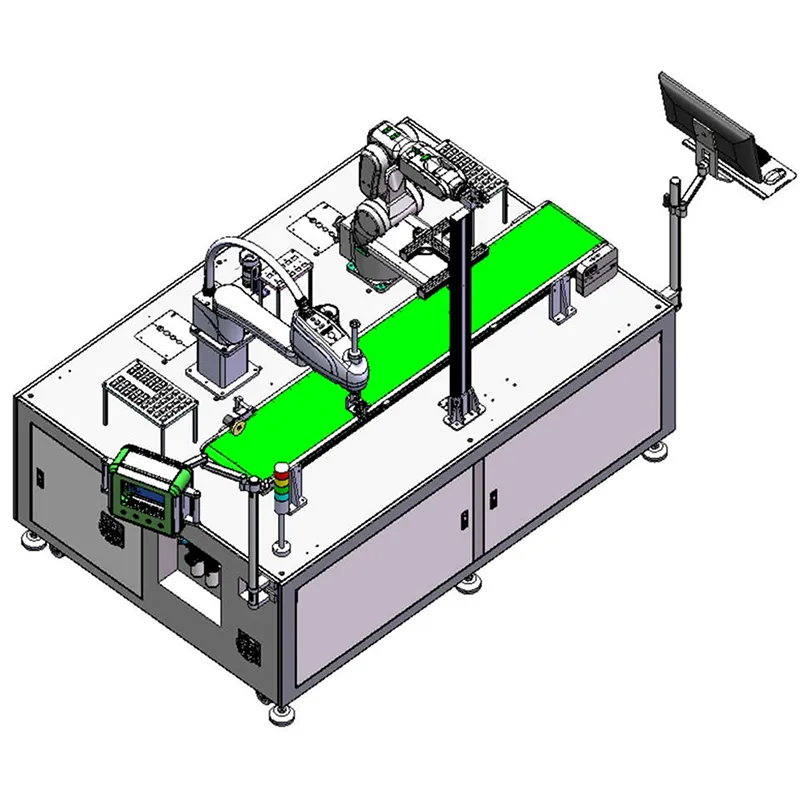
Для начала, давайте разберемся, что мы имеем под Контролем дефектов роботом поставщики. Это не просто сканирование поверхности. Речь идет о комплексной системе, включающей в себя специализированные роботизированные манипуляторы, системы машинного зрения (2D и 3D), алгоритмы обработки изображений, и, конечно, программное обеспечение для анализа данных. Цель – максимально объективная и быстрая идентификация дефектов – от микротрещин до значительных отклонений от нормы. В чем выгода? В первую очередь, в повышении качества продукции, снижении затрат на брак и повышении производительности. Особенно это актуально для серийного производства или когда требуется высокая точность контроля.
Ранее мы сталкивались с ситуацией, когда заказчик ожидал от робота решения всех проблем, а на деле – оказалось, что сложность задач и требования к точности не были должным образом оценены на этапе проектирования. Это приводило к задержкам в реализации проекта, переделкам и, в конечном итоге, к увеличению бюджета. Поэтому крайне важно четко определить требования к системе контроля качества, прежде чем приступать к выбору поставщика.
На рынке сейчас довольно много компаний, предлагающих автоматизированные системы контроля. Но не все из них способны обеспечить надежность, точность и гибкость, необходимые для решения конкретных задач. Здесь важно обращать внимание не только на технические характеристики оборудования, но и на опыт поставщика, его экспертизу в конкретной отрасли и готовность к сотрудничеству.
Основные этапы внедрения роботизированного контроля
Внедрение робототехнических решений для контроля – это не единовременное событие, а последовательность шагов. На начальном этапе необходимо провести анализ производственных процессов, определить критичные параметры качества, и сформулировать четкие требования к системе контроля. Затем следует выбор оборудования и программного обеспечения, разработка алгоритмов обработки изображений, и, наконец, интеграция системы в существующую производственную инфраструктуру. Особенно сложным этапом является калибровка и настройка системы, чтобы она могла точно и надежно идентифицировать дефекты.
Мы, к примеру, работали с компанией, которая хотела внедрить роботизированный контроль на линии по производству автомобильных деталей. Сначала они рассчитывали на стандартное решение, но выяснилось, что для их задач необходимо разработать индивидуальный алгоритм обработки изображений, учитывающий особенности материала и конструкцию детали. Это потребовало значительных усилий со стороны поставщика и потребовало более длительного времени на внедрение. Но в итоге, результат превзошел все ожидания – снижение брака на 30% и повышение производительности на 15%.
Важно помнить, что роботизированный контроль – это не замена человеческому контролю, а его дополнение. В большинстве случаев, требуется сочетание обоих подходов – робот выполняет рутинные и трудоемкие задачи, а человек контролирует работу системы и принимает решения в сложных случаях.
Ключевые аспекты выбора поставщика
Выбор поставщиков роботизированных систем контроля качества – задача непростая. Необходимо учитывать множество факторов, включая опыт работы, репутацию, техническую поддержку, стоимость оборудования и обслуживания. Особое внимание следует уделить компетенциям поставщика в конкретной отрасли и его готовности к индивидуальному подходу.
Техническая экспертиза и опыт
Поставщик должен обладать глубокими знаниями в области машинного зрения, робототехники, алгоритмов обработки изображений и программного обеспечения. Важно изучить портфолио компании, посмотреть примеры реализованных проектов и получить отзывы от других клиентов. Опыт работы в схожей отрасли – это большой плюс, так как позволяет поставщику лучше понимать специфику производственных процессов и предлагать оптимальные решения.
Одна из самых распространенных ошибок – попытка выбрать поставщика только по цене. Дешевое оборудование может оказаться неэффективным и не соответствовать требованиям качества. Важно оценивать не только стоимость оборудования, но и общую стоимость владения – включая стоимость обслуживания, ремонта и запасных частей.
Мы, например, сталкивались с ситуацией, когда заказчик выбрал поставщика по самой низкой цене, но в итоге столкнулся с проблемами в технической поддержке и обслуживании оборудования. Поставщик не мог быстро реагировать на запросы, запчасти доставлялись с задержкой, и это приводило к остановке производства. В итоге, заказчику пришлось обратиться к другому поставщику, что потребовало дополнительных затрат и времени.
Качество технической поддержки и сервиса
Надежная техническая поддержка и сервис – неотъемлемая часть успешного внедрения роботизированной системы контроля качества. Поставщик должен предоставлять квалифицированную техническую поддержку, оперативно решать проблемы и оказывать консультации по вопросам эксплуатации и обслуживания оборудования.
Важно убедиться, что поставщик имеет развитую сеть сервисных центров и может оказывать поддержку в регионах, где расположен производственный объект. Также необходимо уточнить условия гарантийного обслуживания и наличие запасных частей.
У нас был случай, когда после внедрения системы контроля качества возникли проблемы с программным обеспечением. Поставщик быстро выслал специалиста на место и в течение нескольких часов устранил проблему. Это позволило избежать значительных простоев в производстве и сохранить запланированные сроки.
Соответствие требованиям безопасности и сертификация
Оборудование для автоматизированного контроля дефектов должно соответствовать требованиям безопасности и иметь необходимые сертификаты. Необходимо убедиться, что поставщик предоставляет документы, подтверждающие соответствие оборудования стандартам безопасности и требованиям законодательства.
Особое внимание следует уделить безопасности работы робота и защиты персонала от травм. Оборудование должно быть оснащено защитными устройствами и системами контроля, которые обеспечивают безопасную работу в производственной среде.
Мы всегда проверяем наличие сертификатов соответствия оборудования перед заключением договора. Это позволяет избежать проблем с безопасностью и гарантировать, что оборудование соответствует требованиям законодательства.
Проблемы и вызовы
Несмотря на все преимущества, внедрение роботизированного контроля качества может столкнуться с рядом проблем и вызовов. Это сложность интеграции системы в существующую производственную инфраструктуру, необходимость обучения персонала, вопросы безопасности и защита от киберугроз. Важно заранее продумать решение этих проблем и предусмотреть необходимые меры.
Одним из самых актуальных вызовов является защита от киберугроз. Роботизированные системы контроля качества подключены к сети и могут быть подвержены атакам хакеров. Необходимо обеспечить надежную защиту системы от несанкционированного доступа и предотвратить утечку данных.
Мы в последнее время уделяем особое внимание вопросам кибербезопасности при внедрении роботизированных систем контроля. Это включает в себя использование надежных паролей, регулярное обновление программного обеспечения и настройку сетевых параметров.
В заключение, хочется подчеркнуть, что автоматизированный контроль качества – это перспективное направление, которое может значительно повысить эффективность производства и улучшить качество продукции. Но для успешного внедрения необходимо тщательно планировать проект, выбирать надежных поставщиков и учитывать все возможные риски и вызовы.
ООО ?Аньхой Мок Робототехника? предлагает комплексные решения в области робототехнического контроля, от разработки индивидуальных алгоритмов обработки изображений до интеграции системы в существующую производственную инфраструктуру. Мы готовы помочь вам решить самые сложные задачи и достичь высоких результатов.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Высококачественный робот изированное оборудование для напыления порошка
- Роботизированная окрасочная система
- Купить гидравлический маслопровод
- Автоматизированная шлифовка чугунных отливок поставщики
- Известный устройство смены инструмента
- Регулятор давления воздуха
- Платформа для обучения системе роботизированной сборки
- Известный модуль силового привода
- Дозирующая машина компакт с
- Автоматический шланг для подачи клея