





Контроль сварных швов и точек завод
Понимаете, когда речь заходит о контроле сварных швов и точек завод, часто всплывает ощущение сложной, дорогостоящей и требующей огромного штата специалистов ахинеи. Вроде бы, в документах всё четко расписано, нормативные акты есть, но реальная практика… зачастую получается не совсем так. Я уже много лет занимаюсь автоматизацией производственных линий, в том числе и в сфере сварки, и скажу: ключ к эффективности – это не только передовые технологии, но и правильное понимание процессов, возникающих на конкретном предприятии. Не всегда самый дорогой датчик – самый эффективный, иногда достаточно грамотно настроенного и правильно расположенного недорогого оборудования. В общем, хочу поделиться своим опытом, как мы сталкивались с разными проблемами и как их решали.
Зачем вообще нужен контроль? Очевидное, но важное.
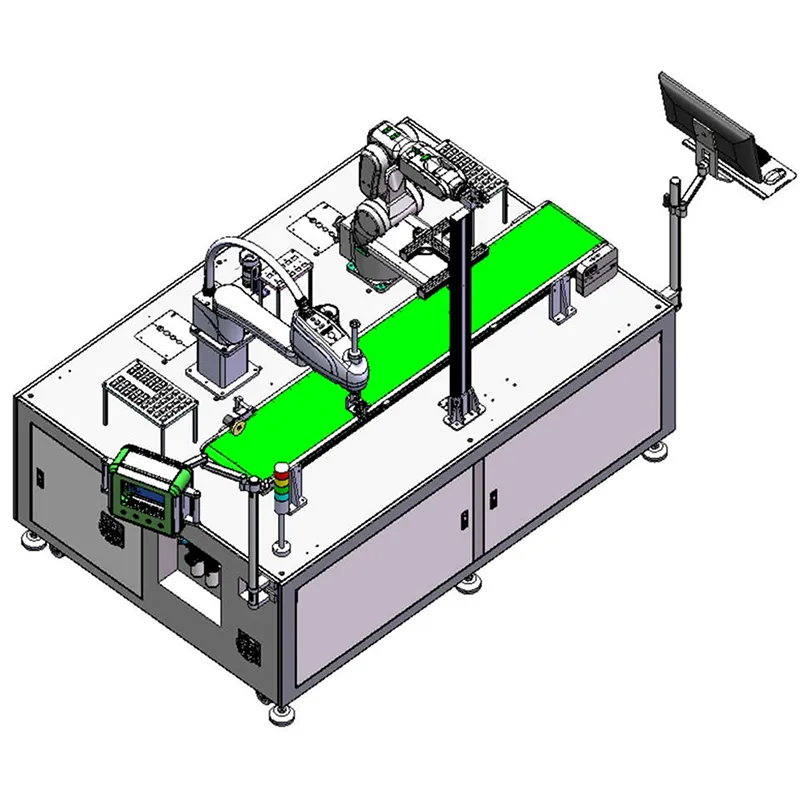
Наверное, это звучит банально, но стоит начать с самого начала. Контроль сварных швов и точек завод – это не просто 'проверка на наличие дефектов'. Это комплексная задача, направленная на обеспечение надежности, долговечности и соответствия требованиям безопасности продукции. Нарушения в сварных соединениях могут привести к серьезным последствиям – от снижения прочности конструкции до полного разрушения изделия. Поэтому, важно понимать, для каких именно целей нужен контроль: чтобы предотвратить брак на ранних стадиях, чтобы обеспечить соответствие стандартам качества, чтобы снизить затраты на гарантийное обслуживание. Например, в роботизированных линиях, как мы реализовали в ООО ?Аньхой Мок Робототехника? (https://www.mindlinkrobot.ru), контроль сварных швов, реализованный с использованием систем машинного зрения, позволяет выявлять дефекты гораздо быстрее и точнее, чем традиционные методы визуального контроля.
Виды дефектов и их последствия
Дефекты сварных швов бывают разные: трещины, porosity (пористость), дефекты сплавления, излишки металла, неполное проплавление, и так далее. Каждый из этих дефектов имеет свои причины и последствия. Например, трещины – это серьезная проблема, которая может привести к разрушению сварного соединения под нагрузкой. Пористость, в свою очередь, снижает прочность и коррозионную стойкость шва. Важно понимать, какие типы дефектов наиболее вероятны для конкретного типа сварки и материала, чтобы правильно подобрать методы контроля и превентивные меры.
Мы однажды столкнулись с проблемой повышенного количества porosity при сварке алюминиевых конструкций. Изначально мы списывали это на качество электродов, но после тщательного анализа выяснилось, что проблема была в неправильной настройке параметров сварки – слишком высокая скорость сварки привела к недостаточной усадке металла и образованию газовых пузырьков. Поправили настройки, и проблема исчезла. Это пример того, как важно не ограничиваться поверхностными оценками, а проводить детальный анализ причин возникновения дефектов.
Технологии контроля: от классики до современности
Традиционные методы контроля сварных швов включают визуальный осмотр, ультразвуковой контроль, рентгеновский контроль и магнитопорошковый контроль. Каждый из этих методов имеет свои преимущества и недостатки. Визуальный осмотр – самый простой и дешевый, но он требует высокой квалификации оператора и не позволяет выявить скрытые дефекты. Ультразвуковой и рентгеновский контроль позволяют выявлять внутренние дефекты, но они требуют дорогостоящего оборудования и квалифицированного персонала. Магнитопорошковый контроль также позволяет выявлять внутренние дефекты, но он подходит только для ферромагнитных материалов.
Современные решения: машинное зрение и интеллектуальный анализ изображений
В последние годы активно развиваются современные технологии контроля, основанные на машинном зрении и интеллектуальном анализе изображений. Эти технологии позволяют автоматизировать процесс контроля, повысить его точность и снизить затраты. Системы машинного зрения могут выявлять дефекты, которые не видны человеческому глазу, такие как микротрещины и porosity. Интеллектуальный анализ изображений позволяет не только выявлять дефекты, но и классифицировать их по типу и степени тяжести. Это дает возможность оперативно принимать решения о дальнейшей судьбе изделия – принять, отремонтировать или отбраковать.
Пример использования систем машинного зрения
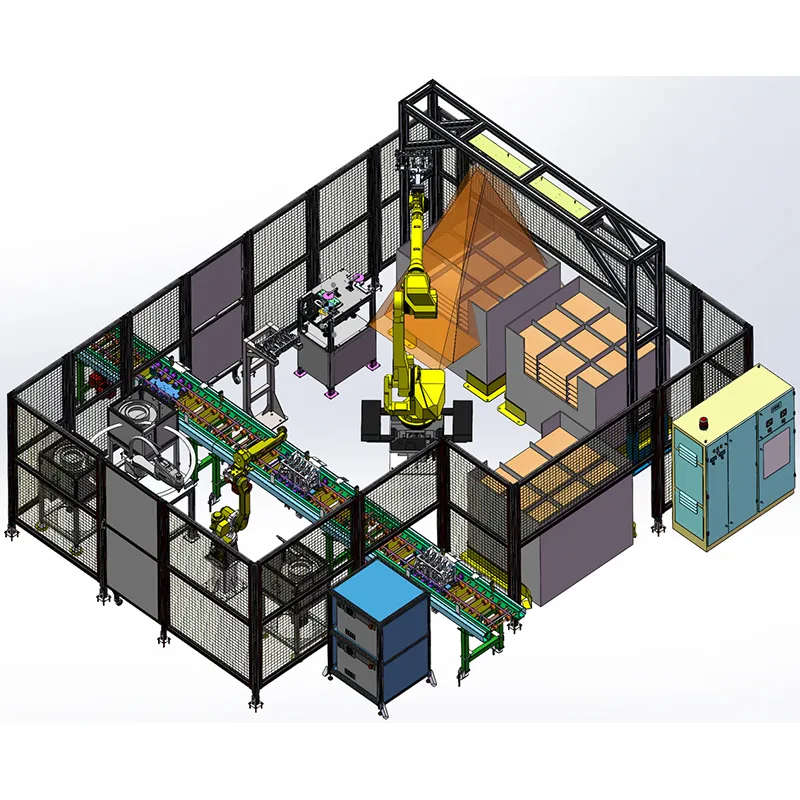
ООО ?Аньхой Мок Робототехника? активно использует системы машинного зрения для контроля сварных швов на своих производственных линиях. Мы интегрировали эти системы в роботизированные манипуляторы, которые автоматически перемещают камеры вдоль сварного шва, захватывают изображения и анализируют их на предмет наличия дефектов. Это позволяет нам получать данные о качестве сварки в режиме реального времени и оперативно реагировать на возникающие проблемы. Изначально мы использовали системы, работающие на основе алгоритмов, обученных на заранее собранном наборе изображений. Но со временем мы начали экспериментировать с глубоким обучением, что позволило значительно повысить точность распознавания дефектов. Это требует больших вычислительных ресурсов и требует значительной работы по обучению модели, но результат того стоит.
Проблемы и вызовы в контроле сварных швов
Несмотря на развитие технологий, в контроле точек завод и контроле сварных швов все еще возникают определенные проблемы. Одна из основных – это сложность интерпретации результатов контроля. Даже самые современные системы машинного зрения не всегда могут однозначно определить тип и степень тяжести дефекта. В таких случаях требуется участие квалифицированного эксперта, который сможет провести дополнительный анализ и принять окончательное решение. Кроме того, существует проблема адаптации систем контроля к различным типам сварки и материалам. Система, настроенная для контроля сварки углеродистой стали, может не работать корректно при контроле сварки нержавеющей стали или алюминия. Нам часто приходится проводить калибровку и переобучение алгоритмов для каждого нового типа продукции.
Важность квалификации персонала
Не стоит забывать и о квалификации персонала. Даже самая передовая система контроля не сможет работать эффективно, если за ней не стоит компетентный оператор. Оператор должен уметь правильно настраивать систему, интерпретировать результаты контроля и принимать решения на их основе. Необходимо регулярно проводить обучение и повышение квалификации персонала, чтобы они могли эффективно работать с современными технологиями контроля.
Заключение: Автоматизация не решает все проблемы
В заключение хочу сказать, что контроль сварных швов и точек завод – это сложный и многогранный процесс, требующий комплексного подхода. Автоматизация может значительно повысить эффективность и точность контроля, но она не решает всех проблем. Важно понимать принципы работы различных методов контроля, учитывать особенности конкретного типа сварки и материала, и, конечно, инвестировать в квалификацию персонала. И, самое главное, не стоит забывать о здравом смысле и опыте – они часто помогают найти решение в самых сложных ситуациях.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Роботизированная загрузка станков заводы
- Известный роботизированная транспортировка и сортировка
- Автоматизированная шлифовка чугунных отливок поставщик
- Известный фильтрующие рукава для пылеулавливающего оборудования
- Высококачественный алмазный гибкий шлифовальный круг черепашка
- Аккумулятор промышленного робота
- Роботизированный шлифование заводы
- Ведущий роботизированная шлифовка автомобильных компонентов
- Автоматизированная шлифовка стальных отливок заводы
- Высококачественный роботизированная шлифовка головки блока цилиндров двигателя