





Контроль сварных швов и точек заводы
Итак, контроль сварных швов и точек заводы… часто это воспринимается как рутинная процедура, просто обязательная часть производственного процесса. Но, знаете, это гораздо глубже. Не просто 'проверить, есть ли трещины'. Это комплексная система, от выбора оборудования до квалификации персонала, от подготовки поверхности до анализа результатов. И, если отбросить формализм, то понимаешь, что здесь кроется огромный потенциал для оптимизации и повышения качества.
Обзор: Больше, чем просто проверка
Не буду ходить вокруг да около. Контроль сварных швов и точек заводы – это не просто придирчивая проверка на наличие дефектов. Это инвестиция в надежность продукции, снижение рисков, связанных с браком, и, в конечном итоге, повышение репутации компании. Важно понимать, что ошибки на этом этапе стоят гораздо дороже, чем затраты на современные методы контроля. Я видел случаи, когда дефект, обнаруженный на финальной стадии сборки, приводил к серьезным проблемам с гарантийным обслуживанием и финансовым убыткам.
В последние годы наблюдается огромный рост интереса к автоматизированным системам контроля. И это логично. Человеческий фактор всегда присутствует, и его влияние может быть значительным. Но автоматизация – это не панацея. Она должна быть интегрирована в общую систему контроля качества, а не заменять ее полностью. Иначе, можно получить неэффективное и дорогостоящее решение.
Опыт внедрения машинного зрения
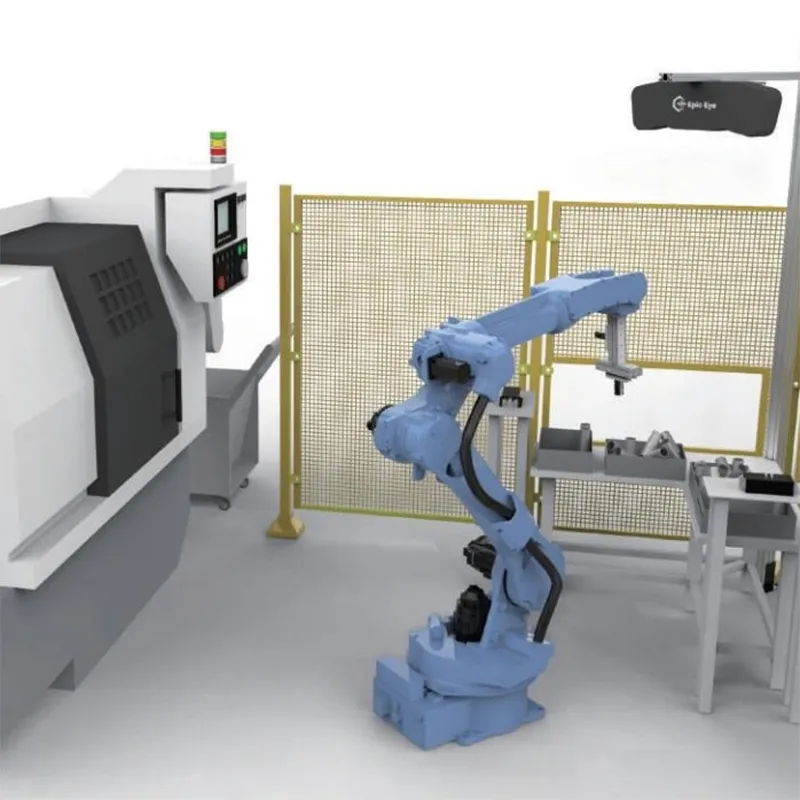
Мы в ООО ?Аньхой Мок Робототехника? много лет занимаемся внедрением решений для автоматизированного контроля сварных швов. Например, недавно работали над проектом для завода, выпускающего детали для автомобильной промышленности. Они испытывали серьезные проблемы с качеством сварных швов на некоторых узлах. Проблема была в том, что визуальный контроль не позволял выявить все дефекты, особенно мелкие трещины и пористость.
Мы предложили им систему машинного зрения, основанную на нескольких камерах и специализированном программном обеспечении. Система анализировала изображения сварных швов в реальном времени, выявляя дефекты, которые не видны невооруженным глазом. В результате, они значительно снизили количество брака и повысили качество продукции. Внедрение потребовало тщательной настройки и калибровки системы, а также обучения персонала, но результат превзошел все ожидания.
Проблемы с подготовкой поверхности
Очень часто проблемы с качеством сварных швов связаны не с недостатком передовых технологий контроля, а с плохой подготовкой поверхности. Загрязнения, ржавчина, масло – все это может привести к образованию дефектов. Я видел десятки примеров, когда дефект, появившийся из-за простой грязи, стоил клиенту огромных денег.
В нашем опыте часто встречается ситуация, когда завод инвестирует в дорогостоящее оборудование для контроля качества сварки, но игнорирует необходимость предварительной очистки и подготовки поверхности. Это, конечно, недальновидный подход. Прежде чем начинать контроль, необходимо убедиться, что поверхность чистая и сухая. Иначе, все ваши усилия будут напрасны.
Разнообразие методов контроля
Важно понимать, что выбор метода контроля сварных швов зависит от многих факторов, включая тип металла, геометрию детали, требования к качеству и бюджет. Помимо машинного зрения, существует множество других методов контроля, таких как ультразвуковой контроль, рентгеновский контроль, капиллярный контроль и визуальный контроль.
Не стоит полагаться только на один метод контроля. Лучше всего использовать комбинацию методов, чтобы получить максимально полную картину о качестве сварных швов. Например, можно использовать визуальный контроль для выявления крупных дефектов, а ультразвуковой контроль – для выявления скрытых дефектов.
Детали: углубляемся в процесс
Подготовка к контролю: что нужно учесть?
Перед началом любого контроля сварных швов необходимо подготовить оборудование и персонал. Оборудование должно быть правильно откалибровано и настроено, а персонал должен быть обучен правилам работы и методам контроля. Важно иметь четкие критерии оценки качества сварных швов и использовать стандартные методики контроля.
Также необходимо учитывать условия окружающей среды. Температура, влажность и освещение могут влиять на результаты контроля. Например, при контроле под ультразвуком необходимо следить за температурой металла, чтобы избежать искажения результатов.
Анализ результатов: как правильно интерпретировать данные?
После проведения контроля необходимо проанализировать результаты и принять решение о дальнейших действиях. Важно правильно интерпретировать данные и учитывать возможные погрешности. Необходимо также вести учет всех результатов контроля и анализировать их для выявления тенденций и проблемных областей.
Важным аспектом является документирование. Каждый этап контроля качества сварных швов должен быть задокументирован, чтобы можно было проследить происхождение дефектов и предотвратить их повторение в будущем. Это особенно важно для сертифицированных производств.
Перспективы развития: что нас ждет в будущем?
Автоматизация контроля сварных швов будет продолжать развиваться. Мы увидим появление новых методов контроля, основанных на искусственном интеллекте и машинном обучении. Эти методы позволят выявлять дефекты, которые не видны даже самым современным системам машинного зрения.
Также будет расти спрос на интеллектуальные системы контроля, которые будут способны самостоятельно принимать решения о дальнейших действиях. Например, система может автоматически остановить производственную линию, если обнаружен критический дефект. Эти системы позволят значительно повысить безопасность и надежность продукции.
Сложности и ошибки: из опыта
Что касается неудач... Были эксперименты с применением нестандартных датчиков, которые обещали революцию в контроле качества сварки. Но оказалось, что их чувствительность слишком высока и они генерируют много ложных срабатываний. Пришлось вернуться к более традиционным методам, но с использованием современных алгоритмов обработки данных.
Ещё один урок – недооценка важности обучения персонала. Лучшее оборудование бесполезно, если его не умеют правильно использовать. Несколько раз приходилось тратить время и ресурсы на переобучение персонала после внедрения новых систем контроля.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- Ведущий сплит система dcs
- Высококачественный соединитель кабельных стоек
- Ведущий платформа для обучения системе роботизированной сварки
- Известный конический шлифовальный головок
- Роботы efort завод
- Высококачественный плк сименс
- Известный многоуровневый склад
- Купить алмазный гибкий шлифовальный круг 100
- Известный плата привода промышленного робота
- Известный автоматические порошковые распылители