





Электростатические распылители
Недавно столкнулся с очередной дискуссией в профессиональной среде – опять кто-то убежден, что электростатические распылители – это волшебная таблетка от всех проблем с покрытием. Конечно, они эффективны, но, как и любая технология, имеют свои нюансы и ограничения. Часто вижу, как их используют как 'черный ящик', не уделяя должного внимания подготовке поверхности и параметрам процесса. Попробую поделиться своим опытом, выложить то, что понял за годы работы, и наметить, на что стоит обращать внимание, чтобы не наделать глупостей. Говорить буду без прикрас, как обычно говорю на семинарах, после того, как уже разбирал последствия 'магических' решений.
Введение: Электростатический напыление – мощный инструмент, требующий понимания
Само понятие электростатического распыления кажется довольно простым: зарядка частиц краски и их притягивание к заряженной детали. Звучит логично, но в реальности все гораздо сложнее. Эффективность процесса напрямую зависит от множества факторов: типа краски, материала детали, влажности, температуры, электростатического поля… Начинающие часто концентрируются только на мощности распылителя и забывают про эти важные детали. Это приводит к неравномерному покрытию, скоплению краски в углах и отслоению.
Иногда даже выбирают 'самый дорогой' электростатический распылитель, полагая, что это решит все проблемы. Это не так. Дорогое оборудование – это хорошо, но без грамотной настройки и контроля процесса оно может просто не оправдать вложенных средств. Я видел несколько проектов, где на использовали очень мощные распылители, но результат был хуже, чем при использовании более скромного оборудования с правильной настройкой. Помню один случай с нанесением эпоксидной краски на алюминиевые детали. Просто потому, что не учели коэффициент электропроводности алюминия – покрытие получилось крайне неоднородным.
Типы электростатических распылителей и их применение
Стоит отметить, что существует несколько типов электростатических распылителей: от простых ручных моделей до автоматизированных систем, интегрированных в роботизированные линии. Ручные распылители удобны для небольших объемов работ и локальных ремонтов. Автоматизированные системы позволяют обеспечить более равномерное и контролируемое нанесение покрытия, но требуют более высоких инвестиций и квалификации персонала. Например, для больших деталей или сложной геометрии часто используют роботизированные электростатические распылители, они позволяют добиться высокой точности и повторяемости нанесения.
Выбор типа распылителя зависит от многих факторов: объема производства, типа покрываемого материала, требуемой толщины покрытия и необходимой точности нанесения. Важно не только выбрать правильный распылитель, но и правильно настроить параметры процесса, такие как напряжение, давление воздуха и скорость потока краски. Здесь кроется большая часть проблем, и это не всегда простая задача.
Подготовка поверхности: фундамент качественного покрытия
Нельзя недооценивать важность подготовки поверхности перед электростатическим распылением. Даже самый современный и мощный распылитель не сможет обеспечить качественное покрытие, если поверхность не подготовлена должным образом. Обычно требуется очистка от пыли, грязи, ржавчины и других загрязнений. Иногда необходимо нанесение грунтовки для улучшения адгезии покрытия.
Я часто встречал ситуации, когда заказчики пытались сэкономить на подготовке поверхности, надеясь на 'чудодейственный' эффект электростатического напыления. Результат был всегда один – покрытие отслаивалось или трескалось уже через короткое время. Особенно это критично при нанесении покрытий на металлические поверхности, которые подвержены коррозии. Необходимо тщательно очистить поверхность от ржавчины и нанести антикоррозийную грунтовку.
Методы подготовки поверхности: от механической очистки до химической обработки
Существует несколько методов подготовки поверхности: механическая очистка (пескоструйная обработка, шлифовка), химическая обработка (очистка растворителями, травление), абразивная обработка. Выбор метода зависит от типа материала, степени загрязнения и требуемого качества подготовки. Пескоструйная обработка – это хороший вариант для удаления ржавчины и старого покрытия, но может повредить деликатные поверхности. Химическая обработка – это более щадящий метод, но требует соблюдения мер предосторожности и использования специальных реагентов. В зависимости от требований, иногда применяются комбинации различных методов.
Важно помнить, что подготовка поверхности – это не одноразовый процесс. Если деталь хранится в условиях повышенной влажности или подвергается воздействию агрессивных сред, то необходимо периодически проводить повторную подготовку поверхности. Иначе покрытие может быстро потерять свои свойства.
Проблемы и решения: реальный опыт
В практике работы с электростатическими распылителями мы сталкивались с множеством проблем. Одна из распространенных – это образование статического электричества на детали во время процесса нанесения покрытия. Это может приводить к отталкиванию частиц краски и неравномерному покрытию. Для решения этой проблемы можно использовать антистатические добавки в краску или специальные антистатические покрытия на детали. Еще одна проблема – это образование искр при нанесении покрытий на легковоспламеняющиеся материалы. Для предотвращения этого необходимо использовать специальное оборудование и соблюдать правила пожарной безопасности.
Помню один случай, когда при нанесении полиуретановой краски на пластиковые детали возникла проблема с адгезией покрытия. Оказалось, что пластик был обработан некачественно, и на поверхности оставались остатки смазки. Для решения этой проблемы пришлось удалить остатки смазки с помощью специальных растворителей и повторно обработать поверхность перед нанесением покрытия.
Контроль параметров процесса: залог стабильного качества
Крайне важно контролировать параметры процесса электростатического распыления, такие как напряжение, давление воздуха, скорость потока краски и температура окружающей среды. Необходимо регулярно проверять эти параметры и при необходимости корректировать их. Для контроля параметров процесса можно использовать специальные датчики и измерительные приборы. Автоматизированные системы позволяют автоматически контролировать параметры процесса и корректировать их в зависимости от текущих условий.
Использование приборов для измерения толщины покрытия также является важным этапом контроля качества. Это позволяет убедиться, что покрытие нанесено в соответствии с требованиями. Регулярный контроль качества позволяет выявлять и устранять проблемы на ранней стадии, что позволяет избежать дорогостоящих переделок и брака.
Заключение: Подходите к процессу с умом
В заключение хочу сказать, что электростатические распылители – это мощный и эффективный инструмент, но его использование требует знаний и опыта. Не стоит относиться к ним как к 'магическому решению' всех проблем с покрытием. Подготовка поверхности, правильный выбор параметров процесса и контроль качества – это ключевые факторы, определяющие успех работы. И, конечно, не стоит бояться экспериментировать и искать оптимальные решения для конкретных задач. Но начинайте с понимания основ – этого хватит, чтобы избежать многих ошибок.
ООО ?Аньхой Мок Робототехника? действительно предлагает комплексные решения в области роботизированного нанесения покрытий и других технологических процессов. Наш опыт позволяет подобрать оптимальное оборудование и разработать эффективные технологические решения для различных отраслей промышленности. Если у вас есть вопросы или вам нужна консультация, обращайтесь – всегда рад помочь.
Соответствующая продукция
Соответствующая продукция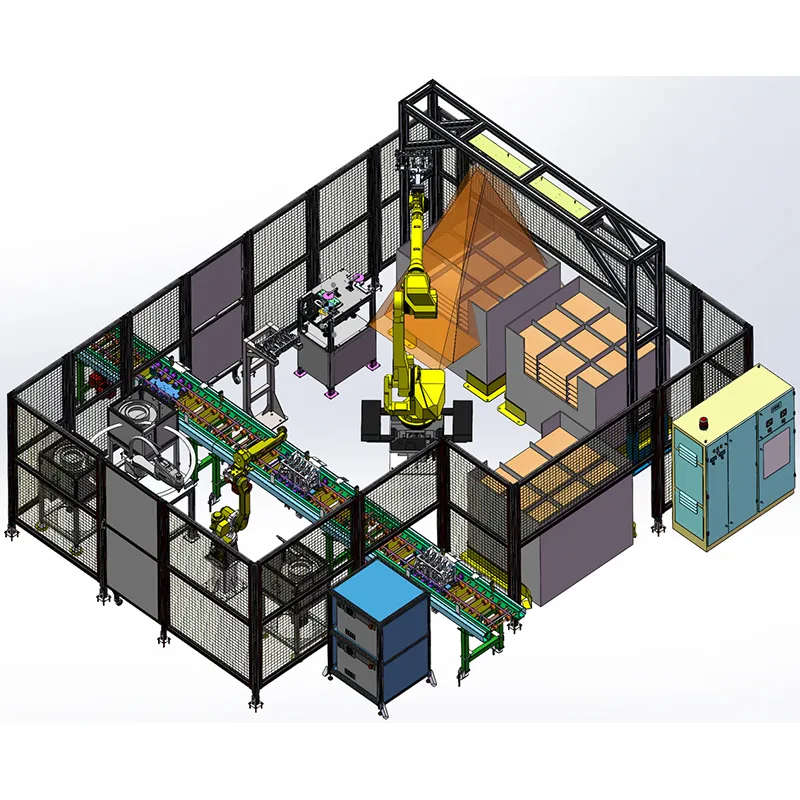







Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- Ведущий обучение плк
- Инверторные сплит системы
- Купить teach pendant
- Высококачественный программное обеспечение цифрового двойника
- Ведущий ручные считыватели кодов
- Высококачественный роботизированная сортировка
- Взрывозащищенный робот
- Алмазный гибкий шлифовальный круг черепашка
- Плата управления промышленного робота поставщик
- Ведущий sand core grinding